
|
|
Breaking-in an ABC Model Engine
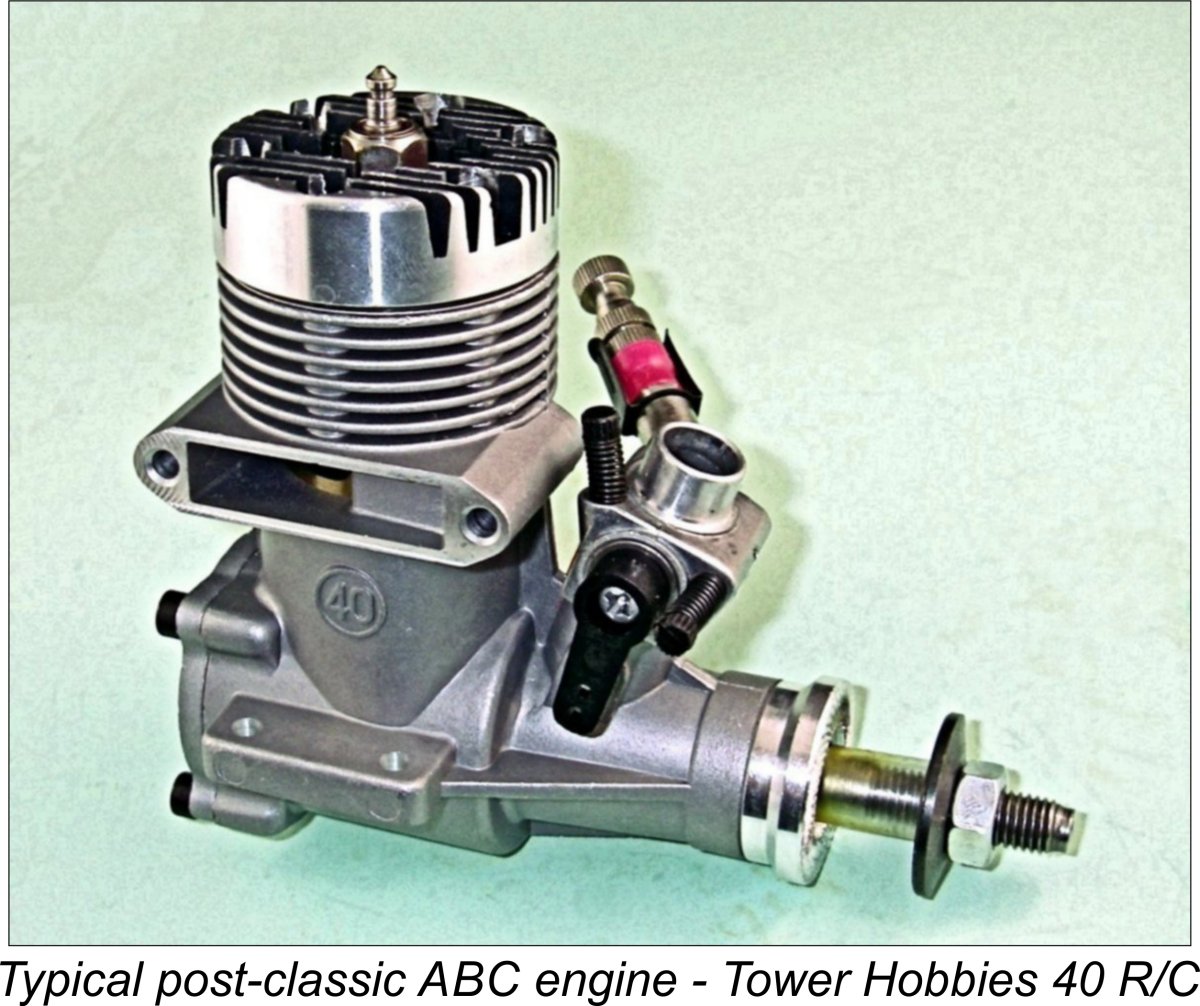
In the past, many collectors have focused on engines produced during the classic era or the even earlier pioneering era, which I define very loosely as the period leading up to 1950 or thereabouts. However, the march of time has resulted in many post-classic engines which employ more advanced technology becoming more widely used among classic modellers. This even includes a number of classic replicas which have been offered with non-ferrous piston/cylinder assemblies. Indeed, these more advanced technologies have now been around for a sufficient length of time that some post-classic designs have entered the collectible field in their own right, particularly among the newer participants in our hobby. Notable among these are many units which employ a ringless aluminium piston operating in a plated cylinder sleeve. It's hard for an old classic-era retread like me to realise that the use of this technology has now been with us for over 45 years, dating back to the early 1970’s when experiments began with the use of hard chrome-plated brass cylinders in conjunction with ringless aluminium pistons. This set-up became known as ABC, standing of course for aluminium-brass-chrome.
There are several advantages to the use of this technology. Firstly and most importantly, the use of piston alloys having differing silicon contents allows the designer to tailor the relative thermal expansion coefficients of piston and cylinder to create an optimal fit when the engine is at full operating temperature. This is far from being as simple as it looks, because the piston is always exposed to more heat than the upper cylinder because its crown presents way more surface area to the burning mixture at the time of combustion. The cylinder also has the advantage of receiving direct air cooling, while the piston is only indirectly cooled, chiefly by the cool incoming fuel mixture entering the crankcase and subsequently being transferred to the upper cylinder. As a result, the piston in an engine will invariably run somewhat hotter than the cylinder, regardless of the materials involved. This brings the issue of the thermal expansion of the piston and cylinder materials into play. All metals (and indeed all materials apart from ice between 0 degrees C and -4 degrees C) expand dimensionally as their temperature increases. The fractional increase in the length or width of a sample of a given material with each unit increase in temperature is defined as the linear coefficient of thermal expansion for that material. In practical terms, a material having a high linear coefficient of thermal expansion will increase more in size with a given rise in temperature than a material having a lesser coefficient of thermal expansion. Looking for a moment at the classic iron-and-steel piston/cylinder combination, cast iron and steel have virtually identical coefficients of thermal expansion. However, we noted earlier that the piston will tend to run hotter than the cylinder, particularly in the crown area. This means that its crown diameter will increase more than that of the upper cylinder as the engine reaches its full operating temperature. This is of little consequence in a well-fitted and properly broken-in sports or vintage engine, but it is a very important consideration when constructing a high performance unit in which very high operating temperatures may be anticipated. It explains why a competitive iron/steel speed engine typically has a relatively slack piston fit when cold to accommodate the greater expansion of the piston at the elevated running temperatures typically reached by such units. That can make starting difficult, but it's necessary to achieve a perfect fit under operating conditions. With ABC or its equivalent, there's far more scope for tailoring the linear thermal expansion coefficients of the piston/cylinder combination to suit the intended use. The goal is the matching of the materials so that a perfect piston/cylinder fit is obtained with the engine at its normal operating temperature. Using both a low-expansion aluminium piston and a plated brass or aluminium cylinder, this generally requires that the piston fit when cold be tighter than it will be at operating temperatures. As we might expect, the optimum difference in the thermal expansion characteristics of piston and cylinder can vary considerably depending on the intended use. For example, an average sport R/C or four-stroke engine would probably have fairly closely-matched thermal expansion coefficients and a relatively loose fit when cold to allow for operation over a fairly wide range of temperatures (i.e. idle, mid-range and flat-out running). By contrast, all-out speed and racing two-stroke engines require a maximum difference in coefficients to reduce piston growth in the bore as much as possible, so that the piston and liner can work well together at higher temperatures. In those cases, low or intermediate temperatures need not be accommodated since they will not be encountered in normal operation apart from the brief warm-up period. The expansion rates of brass and aluminium alloys which are suitable for cylinders are around the same. This limits the designer's scope to choosing between different piston alloys, with a higher silicon content giving lower thermal expansion coefficients. Most lower-priced consumer-grade ABC engines have pistons cast in an alloy which probably doesn't have more than 18% silicon content - perhaps less. This is because anything over around 12% silicon tends to come out of solution as the alloy solidifies, forming the well-known speckles often seen in lower-grade cast alloy pistons. This creates a lack of homogeneity in the material itself, which in turn creates the conditions necessary to set up internal stresses in the material. Such alloys need to be exposed to a number of heat cycles to relieve those internal stresses. Extending the addition of silicon to further reduce expansion of a cast alloy causes the silicon crystals to become even larger, rendering the material even less homogeneous. The piston becomes brittle and increasingly prone to thermal distortion owing to the non-uniform character of its material. In any case, even with heat treatment and alloying additives, the practical limit for traditional alloys in bar form is around 24% silicon. For this reason, present-day designers of leading-edge competition engines tend to use modern alloys formed by fusing a mixture of powders under heat & pressure. Using this technology, silicon contents of up to 30% can be achieved, with a high degree of homogeneity. Such pistons possess further reduced thermal expansion coefficients, consequently requiring a very tight cold fit in a model engine cylinder if they are to reach a perfect fit when both piston and cylinder are hot. The fact that such pistons are essentially uniform in material structure gives them a high degree of thermal stablility, hence requiring none of the heat cycling noted above. Apart from the ability to optimize the relative thermal expansion coefficients of the piston and cylinder materials, a second important advantage of the use of ABC technology is the fact that an aluminium piston is far lighter than its cast iron counterpart, thus representing a considerable and very worthwhile reduction in reciprocating mass. It's a widely under-appreciated fact that the reduction of reciprocating mass is one of the most productive approaches to the extraction of maximum performance from a given engine design. It was the early recognition of this that led to the widespread use of ringed alloy pistons in the design of racing engines of the pioneering and classic eras. The use of a ringless alloy piston represents a further gain in this respect since it dispenses with the weight of the (typically) cast iron rings. An attendant advantage of using an aluminium alloy cylinder liner arises from the fact that it is lighter than a steel equivalent, allowing for a useful further reduction in the engine’s overall weight. That said, a brass liner is actually slightly heavier than its steel equivalent, since brass has a somewhat higher specific gravity (mass per unit volume) than steel. Finally, the excellent thermal stability and conductivity of a well-settled ABC set-up makes it less susceptible to damage as a result of a lean run, although such runs are still best avoided – they can cause damage as a result of the lubricant becoming over-stressed. This is particularly true for engines which are operated using synthetic lubricants, as discussed in detail elsewhere. So far we've talked a lot about thermal expansion coefficients, and we're not done yet! What does this all mean in practical design terms? Well, it's clear that both piston and cylinder will inevitably expand as the engine warms up to full operating temperature. However, since the temperature is naturally greatest in the upper cylinder near the combustion chamber, there will be a temperature gradient in the cylinder going from cooler at the bottom to far hotter at the top. This in turn means that the upper cylinder will expand thermally more than the lower cylinder. It’s for this reason that engines having a ringless aluminum piston running in a plated cylinder sleeve typically feature a conically-tapered bore in which the internal diameter decreases going from bottom to top. Put another way, the bore diameter is fractionally smaller at the top of the sleeve than it is at the bottom. Steel bores generally also feature a taper for the same reason, but the significantly lower thermal expansion coefficient of steel means that this taper can be significantly less pronounced.
As mentioned earlier, the piston in an ABC engine is made of a low expansion high silicon content aluminium alloy which expands less than the brass (or aluminium in AAC and AAN) base sleeve material when heated to the same degree. This means that the upper cylinder will expand more than the piston at operating temperatures, even allowing for the higher operating temperature of the piston. It is this factor that makes the use of a very tight cold piston fit an absolute necessity for an ABC set-up. If the relative expansion coefficients of the piston and cylinder materials are correctly matched, the result under operating conditions will be a cylindrical bore having a very close piston fit at and near top dead centre, with excellent stability and little chance of a seizure during operation. Indeed, many high-performance ABC engines having high-silicon pistons actually feature an interference fit between piston and cylinder at the top of the stroke when in the cold state. An interference piston fit is one in which the piston diameter is actually microscopically larger than that of the bore. To bring a piston having such a fit up to top dead centre (TDC) requires that the bore be mechanically stretched and/or the piston squeezed to a microscopically smaller diameter in order to effectively force the piston into the TDC position like a wedge. When it stops moving upwards at TDC, it actually becomes mechanically wedged in the bore, hence requiring either combustion gas pressure or a sturdy pull from the con-rod to get it moving back downwards. This wedging effect causes the engine to "squeak" or even seize when turned over by hand when cold, particularly when new and unrun. It is this that gives rise to the first guiding principle of handing a new ABC engine – don’t turn such an engine over by hand when new! The piston/bore interference fit near the top of the stroke can readily displace any protective oil film, with the potential consequence that metal-to-metal contact and consequent metal stripping may occur. Moreover, the amount of force required to turn the engine over slowly like this can also place undue strain on the connecting rod, crankpin and wrist pin. Don’t do it!!
Firstly, the running of such an engine at a slobberingly rich needle setting (such as might legitimately be used for initial runs with a ringed aluminium or lapped cast iron piston) must be avoided at all costs with an ABC setup. Operation in this mode can be very harmful to an ABC unit, since it will not allow the achievement of the temperatures required to correct the built-in cold state bore taper and bring the piston up to its operating diameter. We want to optimize the piston fit in the hot-state cylindrical bore, not the tapered cold one! If the sleeve is allowed to remain significantly tapered during the break-in, the mega-tight interference fit at the top of the stroke could easily cause scuffing of both the piston and the bore plating, with accelerated piston wear and even potential peeling of the bore’s plating layer. ABN and AAN designs require even more care than chrome-based types since they are somewhat more susceptible to plating damage from this and other causes. Indeed, the sole reason for some manufacturers preferring to use nickel plating instead of chrome appears to be the lower cost of processing waste disposal – there’s no legitimate argument in favour of nickel plating from an operational standpoint, whatever certain manufacturers may claim. A further consequence of such operation is the development of undue stress in the engine’s moving parts. Every time the piston is pushed into the interference seizure at the top of the bore without ignition occurring (every second revolution in the case of an engine operating in rich four-cycle mode), the piston has to be pulled back down out of the seizure by the con-rod since there will be no combustion gas pressure to drive it down from above. When cold or even lukewarm, the force required to do this can be considerable. These repeated compression-tension stress reversal cycles can ultimately cause the con-rod to fail prematurely due to metal fatigue. Even if the con-rod remains in one piece, the reversing loads imposed upon its end bearings by the forces required to move the piston into and out of the tight upper bore could prematurely hog out those bearings. Even if no immediate failure occurs (and admittedly in most sport engines it will not, given their typically looser initial fits), the repeated forcing of the piston into the interference seizure at the top of the stroke will cause the piston's outer circumference in the crown area to become prematurely worn down, probably to the extent that it would be as a result of many hours of regular use. This will result in a less than optimal fit when the piston becomes thermally stabilized and the bore is thermally expanded to its ideal cylindrical form during normal operation.
Fair enough, I hear you say, but what if the engine is a four-stroke unit?? In that case, every second trip of the piston into the pinch at TDC will inevitably be unaccompanied by any combustion pressure to force a reversal out of the pinch, leaving the rod to do that unaided. Doesn’t this fly in the face of the previous comments? Well, yes and no. Firstly, the designer of such an engine will of course be very well aware of this issue and will design the con-rod and associated components to deal with this situation. But perhaps more importantly, a four-stroke engine will inherently operate at far lower temperatures than its two stroke equivalent. For one thing, four-stroke engines typically operate at significantly lower rotational speeds than their high performance two-stroke cousins, thus reducing the number of firing strokes per minute. For another, there’s only one firing stroke every two revolutions instead of every time around, which halves the already-reduced number of firing strokes. Finally, the cooling arrangements have twice the time between firing strokes to remove heat from the system. Engine designers are well aware of this factor too. Consequently, it will be found that four-stroke ABC engines generally have a less severe bore taper and resulting pinch at TDC than an equivalent two-stroke unit. This reduces the loads on the con-rod components required to pull the piston down from TDC on the induction stroke. It also means that it isn’t necessary to reach the same elevated temperatures with a four-stroke that it is with a two-stroke in order to relieve the bore taper. Adoption of the same rich-needle technique to be described below will generate adequate cylinder temperatures in a four-stroke to achieve a good break-in, even though the engine will be four-stroking all the time in apparent defiance of my earlier comments. So what does this all mean? Put simply, you have to throw away the book on breaking in an iron-and-steel setup – instead, you will have to break in your ABC engine at a mixture setting which allows it to approach (but on no account exceed) its normal leaned-out operating temperature, thus minimizing the bore taper. This is because we want to optimize the piston/cylinder fit with the bore as nearly as possible in a true cylindrical form, as it will be during normal operation. Only by conducting our break-in at or near normal operating temperatures can we ensure that the piston-cylinder fit will be optimized for long-term operation during the process.
A well-produced ABC model engine will probably be supplied with a near-perfect piston/cylinder fit and finish which actually requires very little running-in. Indeed, the eminent American speed flier and racing engine manufacturer Dub Jett has commented quite correctly that the actual break-in target for such an engine is the bottom end. Looking first at engines equipped with ball-bearing shafts, quality ball-races don't need a break-in of any kind – they’re ready to go as fitted. Indeed, they will operate quite happily with oil proportions of as little as 2% in the fuel – far less than they’ll get during service in a model engine. This being the case, the break-in targets for such engines are obviously the sliding bearings, which include the con-rod top end, the con-rod bottom end, the crank-pin, the wrist-pin and the wrist-pin bosses in the piston. If the engine has a bushed or plain main crankshaft bearing, that bearing too requires the same break-in treatment as the various con-rod bearings. We already saw that we’re going to have to break our engine in on a relatively lean needle setting by comparison with that which we would use for a ringed motor or a lapped ferrous unit. We now also understand that our main target here is the development of perfect fits and finishes in the bottom end components - the piston/cylinder fit will take care of itself if the engine is broken-in as recommended here. To protect the bottom end components during the break-in without resorting to an extra rich mixture setting, we need to use a special fuel formulation for break-in purposes. This should contain a healthy proportion of degummed castor oil, with perhaps an added proportion of synthetic oil to a total oil content of at least 25%, the remaining 75% being the engine’s usual base fuel (methanol, ether, kerosene, etc). The engine will almost certainly fall short of producing its best performance on this fuel. Moreover, R/C units may refuse to idle properly. This should not give rise to any concern, since this fuel will be used solely for the break-in period, which will be conducted at full throttle throughout. It won’t take a lot of fuel to complete the relatively short break-in process, so you won’t need to make up too much of it. After the break-in, you’ll be able to use whatever fuel best suits the engine for the intended operational purpose. You'll also be able to adjust the idle using that fuel. The high oil content in the break-in fuel sidesteps the need to choose between two evils, since operation in rich two-cycle mode will generate the higher operating temperature required for the piston and sleeve, while the high oil content will protect the bottom end components against scuffing of the sliding bearing surfaces while they bed in to a perfect fit and finish. It will also protect the piston and bore coating against scuffing during the tight cold-starting phase.
It will generally be found that a prop having the same pitch as the intended flight prop but one inch or so less diameter will fit the bill very well. Even with the rich two-stroke setting which we will employ, such a prop will operate at or near the ultimate airborne operating speed using the flight prop, thus contributing to the achievement of normal operating temperatures during the rich mixture break-in. It will also maintain a normal degree of cooling airflow. Finally, it will impose a lower torque loading upon the engine at any given speed, thus reducing operational stresses upon the bottom end components. The exception to this rule relates to the break-in of a four-stroke unit. With such an engine, it’s safest to perform the break-in using the smallest prop that is recommended by the manufacturer for normal use, rather than an undersized version of the prop that you actually intend to use. This is because a prop that is too far undersized could allow unintended over-speeding of the engine, which in the case of a four-stroke could result in tangled and bent valves. It’s critical with such engines to strictly respect the manufacturer’s specified maximum speed, otherwise serious damage can result. When breaking-in an R/C engine, one should always run the engine on a wide-open throttle setting. This is of course required to ensure that the cylinder temperatures required to relieve the bore taper are actually developed, as discussed above. Operation of such an engine in idling mode will be highly detrimental to a proper break-in, since the engine will run far cooler than desired at this stage. Save that for later! With a "consumer grade" sports or R/C engine, you may prefer to begin with relatively short initial runs, since (as mentioned earlier) the lower-grade ABC engines require a number of heat cycles to thermally stabilize their pistons. However, this is OK because such engines are generally less tightly fitted when new, hence being less susceptible to damage during initial cold starts. For such engines, shorter runs using an oily fuel may be appropriate in order to complete the piston stabilization process. Indeed, all traditional cast silicon/aluminium pistons need to be thermally stabilised to relieve internal stresses. Maris Dislers recalls that a Mk. 3 Rossi R.15 or Irvine speed engine typically blew around 20 glow buttons before finally settling down! That included addressing the high spots at the top of the piston wall which typically appeared after a really stonking run. Such engines definitely benefit from the procedure described above using a series of controlled bench runs of modest duration using a lighter load than that anticipated in actual flight service, but pushed to around the temperature range which will be encountered in flight. However, the modern higher-quality competition units with their very tightly fitted high-silicon pistons do not require such heat cycles, since their pistons are already thermally stable thanks to their homogeneous material composition. In their case, the number and length of break-in runs is relatively unimportant. In fact, somewhat longer runs may be preferable since they minimize the number of cold starts on a tight new engine. For such engines, only a few preliminary runs will generally be required to condition the wearing surfaces. Overall, long experience with this technology has allowed manufacturers to become very familiar with the optimum dimensional requirements for an ABC or equivalent piston/cylinder combination having a given piston alloy specification. Consequently, many latter-day ABC sport engines are virtually ready to fly right out of the box, requiring little or no break-in at all. That said, I would personally recommend that any new ABC engine (ready or not) be treated as described in this article. Far better safe than sorry! A final point worthy of comment – don’t use a brand-new glow-plug during the break-in process. This is actually good advice for any glow-plug engine, ABC or otherwise. The reason is that very fine metal particles will inevitably be polished off the various moving parts during this process. These microscopic bits of metal will tend to stick to the glowplug coil, effectively contaminating it and making it "colder". If you use a brand new plug for the initial runs, you could significantly shorten its life, thus wasting good money. Far better to use an old dedicated break-in plug for the first few runs, then fit a new plug once the engine has got past the break-in stage. Summarizing the conclusions arising from the above discussion, an appropriate break-in procedure for an ABC, AAC, ABN or AAN engine (either diesel or glowplug) would be as follows:
A properly broken-in engine will retain a certain amount of “pinch” at and around TDC when cold, although the break-in process should have minimized this to the extent compatible with good performance. If all is well, there should still be a perceptible degree of stickiness around TDC when a cold well broken-in engine is turned over by hand with the glow-plug removed. If this is not the case, either the break-in process or the original fitting were less than optimal and the engine is in fact already on its way to becoming worn out! This residual “pinch” with a properly broken-in ABC or equivalent engine is a very positive thing in terms of ensuring a good compression seal for cold starting. This is particularly important if the engine is a diesel. When the engine warms up, the upper cylinder will of course expand more than the lower cylinder, essentially eliminating the pinch during operation. This will minimize friction losses while retaining adequate compression under dynamic operating conditions. You thus get the best of both worlds – easy starting and maximum power! Following the completion of a successful break-in, the use of the oily break-in fuel is no longer required – use the manufacturer’s recommended fuel (or your own favourite brew) with confidence! In addition, four-cycle operation of a sports unit (as in a control line stunt application) or long-term idling of an R/C model will not give rise to a problem because the piston/cylinder interference will have been optimized at operating temperature to the point at which it is no longer a wear or structural issue even if the engine is run lukewarm, as it will be during long periods of idling or four-stroking. I hope that the above discussion will help you to get the best out of your ABC, AAC, ABN or AAN powerplant. Properly broken in and cared for, these engines are well able to deliver long and dependable service. You’ve paid for that service – might as well realize your investment through a proper break-in! In closing, I'd like to express my gratitude to Maris Dislers for setting me straight on a few technical aspects of ABC technology with which I was not familiar. Thanks for keeping me honest, mate! _____________________________ Article first published January 2016, revised February 2016 © Adrian C. Duncan, Coquitlam, BC, Canada
|
 In a
In a  In 1974 the
In 1974 the 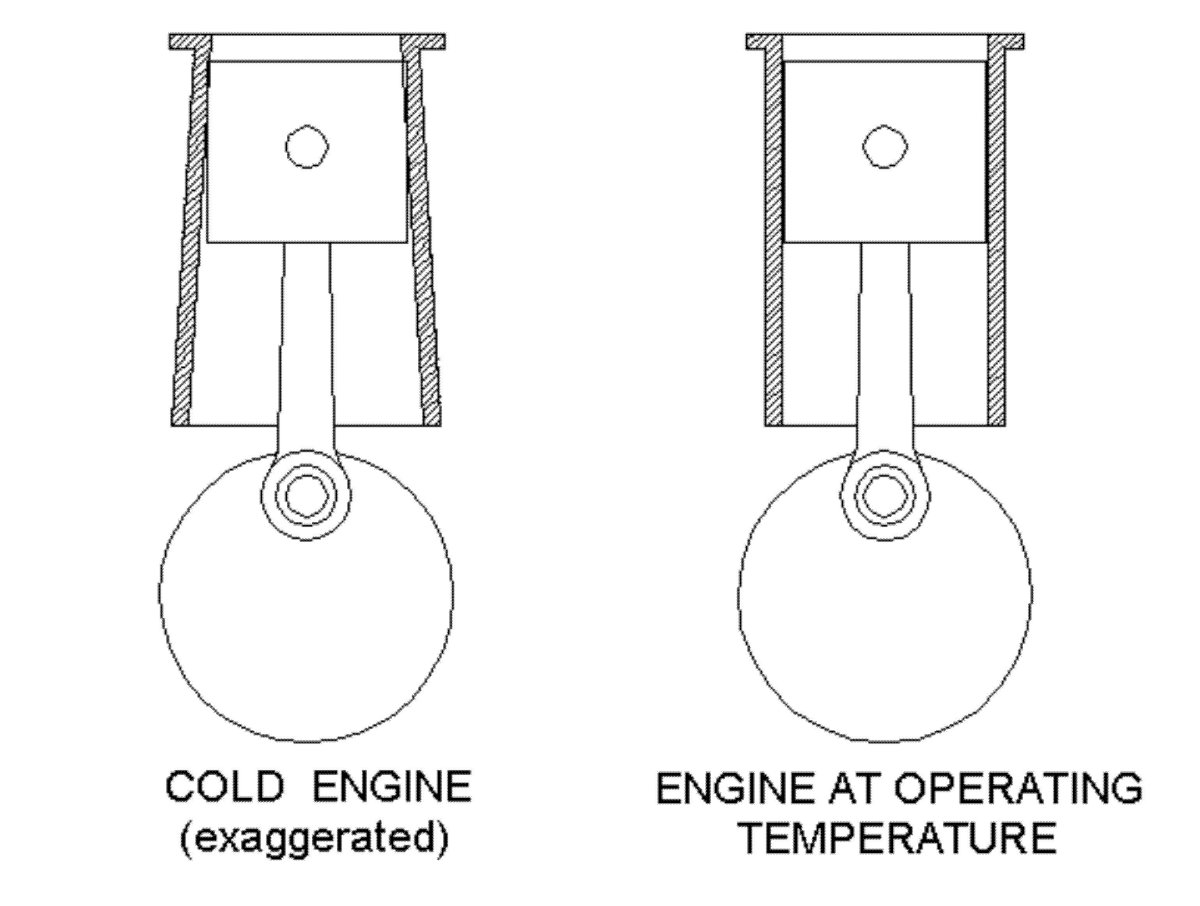 The purpose of this smaller-bore upper cylinder is to make allowance for the differential heating and consequent expansion of the cylinder when the engine attains its normal operating temperatures. The ideal configuration for the bore when the engine is running is a perfect cylinder. The taper allows for the fact that the hotter upper cylinder will expand more than the cooler lower portion when the engine reaches its stable operating temperature. If the bore taper is optimized in the engine’s construction, the operating portion of the bore will approach its ideal cylindrical form at operating temperatures. Hopefully the attached illustration will help to clarify the situation just described.
The purpose of this smaller-bore upper cylinder is to make allowance for the differential heating and consequent expansion of the cylinder when the engine attains its normal operating temperatures. The ideal configuration for the bore when the engine is running is a perfect cylinder. The taper allows for the fact that the hotter upper cylinder will expand more than the cooler lower portion when the engine reaches its stable operating temperature. If the bore taper is optimized in the engine’s construction, the operating portion of the bore will approach its ideal cylindrical form at operating temperatures. Hopefully the attached illustration will help to clarify the situation just described. By now it should be obvious that we’re dealing here with a system which behaves very differently from the old iron-and-steel assembly! This being the case, we would intuitively anticipate that the required break-in procedure would also be very different. Indeed, this is very much the case, as the following discussion will confirm.
By now it should be obvious that we’re dealing here with a system which behaves very differently from the old iron-and-steel assembly! This being the case, we would intuitively anticipate that the required break-in procedure would also be very different. Indeed, this is very much the case, as the following discussion will confirm. In summary, operation of an ABC or similar engine in rich four-stroke mode could easily leave you with a worn-out or broken engine rather than one which is nicely run-in! Avoid such operation like the plague when breaking in an engine of this type.
In summary, operation of an ABC or similar engine in rich four-stroke mode could easily leave you with a worn-out or broken engine rather than one which is nicely run-in! Avoid such operation like the plague when breaking in an engine of this type. This means running at full throttle on a rich two-stroke setting just on the lean side of initiating four-stroke operation. As rich as you can get without four-stroking is the setting at which you’ll be aiming. The odd short burst of four-stroking won't hurt things much, but the bulk of the running must be in two-stroke mode. For a four-stroke unit, run on the richest mixture on which the engine will operate smoothly in its normal four-stroke mode. This is true for both glow-plug and diesel engines.
This means running at full throttle on a rich two-stroke setting just on the lean side of initiating four-stroke operation. As rich as you can get without four-stroking is the setting at which you’ll be aiming. The odd short burst of four-stroking won't hurt things much, but the bulk of the running must be in two-stroke mode. For a four-stroke unit, run on the richest mixture on which the engine will operate smoothly in its normal four-stroke mode. This is true for both glow-plug and diesel engines.  Another important aspect of any break-in procedure is that of prop size. Since we are primarily concerned here with the break-in of the bottom end bearings, it’s a good idea to reduce the loadings on those bearings during the initial stages. For this reason, we again throw away the book on classic iron-and-steel break-in procedure by using a prop which imposes a lighter torque loading on the engine than the intended flight prop at the same speed. This will reduce stress on the bottom end components while also allowing the engine to run at a higher speed that it otherwise would on a rich needle, hence contributing to the achievement of normal operating temperatures despite the rich mixture.
Another important aspect of any break-in procedure is that of prop size. Since we are primarily concerned here with the break-in of the bottom end bearings, it’s a good idea to reduce the loadings on those bearings during the initial stages. For this reason, we again throw away the book on classic iron-and-steel break-in procedure by using a prop which imposes a lighter torque loading on the engine than the intended flight prop at the same speed. This will reduce stress on the bottom end components while also allowing the engine to run at a higher speed that it otherwise would on a rich needle, hence contributing to the achievement of normal operating temperatures despite the rich mixture. | |