
|
|
The Original Class A King – the Bantam 19
This being the case, I felt that the Bantam deserved equal time with the O&R! The present article will summarize the start-to-finish history of the Bantam series in addition to providing some test figures for comparative purposes. Before proceeding with this article, I must acknowledge my primary historical sources. First and foremost, I’m greatly indebted to my good mate Tim Dannels, former Editor and publisher of the sadly now-discontinued “Engine Collector’s Journal” (ECJ). Tim’s very informative article entitled ”15 Years of Bantam” which appeared in Issue no. 57 of ECJ for August/September 1975 presented a detailed history of the Bantam’s development. I freely acknowledge having drawn heavily upon Tim’s work in the preparation of this review. Many of the illustrations which accompany this article are drawn from ECJ files with Tim’s gracious cooperation.
Finally, we are once again indebted to Tim Dannels for undertaking a major survey of Bantam serial numbers, including an effort to correlate these numbers with evident design and production changes as time went by. Tim generously provided me with the results of this survey, which have done much to illuminate the production history of the Bantam. Thanks, mate! As mentioned earlier, the Bantam series was the brainchild of a gentleman named Ben Shereshaw. A full biography of “Benny” Shereshaw may be found in the AMA historical project files through the link provided. That biography goes into far greater detail and covers considerably more ground than I intend to document here. However, for the convenience of my readers it seems appropriate to begin by summarizing Ben’s career up to the point at which the Bantam engines first made their appearance. Ben Shereshaw – the Early Years
Ben started building his first rubber-powered model shortly after that initial encounter with model airplanes in Central Park. This was apparently constructed from the Ideal Model Aeroplane Co.’s very popular “Everybody’s Kit”. Initially, Ben flew his early twin pusher models in Brooklyn’s Prospect Park, but as his skills developed he was forced to use public transit to get to the far larger Van Cortlandt Park with his models. He soon began to enter the many contests then being sponsored by the New York Evening Graphic newspaper. Throughout his high school years, Ben continued to read about model airplanes, to study them and to build them. His consuming interest in aviation led him to enroll at the Guggenheim School of Aeronautical Engineering at New York University following his graduation In 1934 during the worst of the Great Depression, Ben acquired a new Loutrel engine and designed his first gas model, the “Speedster”, around it. The Loutrel Specialty Company of Brooklyn purchased Ben's design, subsequently offering it for sale in kit form as the “Loutrel Speedster”. This was the first gas model to be sold in kit form in the U.S., thus heading the list of Ben Shereshaw's many firsts in the modeling industry. The Speedster design pioneered the use of bent piano wire to form the landing gear. After graduation from Guggenheim, Ben continued to design new gas models while supporting himself by holding several different jobs and wearing many different hats during those difficult pre-World War II depression years. Those years were challenging for Ben, with jobs very difficult to find and money always in short supply. He was eventually successful in obtaining a full-time position teaching mechanical drawing at Central High School in Newark, New Jersey. Throughout this period, Ben remained susceptible to the lure of the model industry. He noted that a significant dollar volume of business was still being done in the model airplane field – even more so than in the moribund full-scale aircraft business, which drew upon a far smaller pool of prospective customers. This trend did not change until preparations got underway for America's increasingly foreseeable involvement in World War II. By 1937 Ben was designing models on a continuous basis while holding down his full-time teaching job. All of his designs incorporated a dihedral wing - Ben never produced a design with a polyhedral wing. Indeed, most of his designs resembled full-sized airplanes, perhaps as a legacy from his earlier training in full-scale aeronautics at Guggenheim. From 1937 through 1940, Ben was credited with over 20 different gas model designs. Some of these were sold as plans to “Flying Aces” or “Model Aviation” magazines for publication. In addition to the plans, Ben submitted detailed building articles. Ben’s success as a designer attracted the attention of Bill Effinger, who had founded Berkeley Models of Brooklyn in 1933. By the late 1930’s Berkely had become the largest kit producer of the era. Effinger hired Ben to help with his development program, the result being the “Buccaneer” which became one of Berkeley’s best-selling kit designs. Ben also became involved with the Kresge Department Store Aero Club based in Newark, New Jersey, where the high school at which he taught was located. This organization co-sponsored the large Eastern States meets. Ben acted as a Contest Director for Kresge, thus having ample opportunities to become familiar with the progress then being made in model engine design. It didn’t take long for Ben to become serious about building his own model engine. Ben Shereshaw’s First Engine – the Bantam 16
Guessing that the rule-makers would soon introduce a separate competition class for models with smaller engines and that this would quickly become very popular, Ben Shereshaw decided to focus his efforts on the development of a smaller-displacement model engine design. He chose to apply the name “Bantam” to his engine. In 1937, having formed a definite plan to develop his own model gas engine, Ben set up a small machine shop in his living room, much to his wife's consternation. This consisted of a small lathe and drill press, using which Ben began learning the art of machining. As his skills developed, the maintenance of domestic harmony forced him to move his machine shop equipment to the basement! I think that my Myford ML10 would last about 1 minute in my living room!
Following testing, Ben quickly realized that he had a winner on his hands if it could be produced in commercial quantities. News of Ben’s forthcoming all-new Bantam 16 began to leak out from mid-1938 onwards, with limited series production commencing in late 1938.
The first national advertisements for the Bantam 16 appeared in the December 1938 issue of “Model Airplane News” (MAN). I say “advertisements” (plural) because the Bantam 16 appeared in two distinct versions in different advertisements in the same issue! What Tim Dannels believed to have been the first model (as described above) was featured in the advertisement placed by Ben Shereshaw himself. The variant featured in the placement on a different page by the Scientific Model Company was If the figure recalled by Ben is anywhere near accurate, it's a complete mystery why so few examples appear to survive. As of 2023, Tim had been unable to locate a single example of the presumed first model despite decades of looking - the unit in the accompanying image is an Arne Hende replica. The presumed second variant of the Bantam 16 differed in having 2 round holes with separate pressed-in stubs for the exhaust, some additional head fins and ten cylinder fins. The crankcase and timer housing were machined smooth and polished, while a new clear plastic fuel tank was added. It was probably this variant that won the new Class A category for Ben at the 1939 US National Championships – the first-ever National Championship Class A win, and another “first” for Ben! According to information in Tim Dannels’ indispensable “American Model Engine Encyclopedia” (AMEE), only around 11 examples of this second model were built before the immediate success and acceptance of his Bantam 16 encouraged Ben to switch his attention to his next design – the Bantam 19 which forms my main subject here. The Pre-War Bantam .19’s
In preparing his new design, Ben decided to take full advantage of the 0.200 displacement limit governing Class A competition in America. Bore and stroke of the new design were 0.656 in. (16.66 mm) and 0.590 in. (14.98 mm) respectively for a displacement of 0.199 cuin. (3.27 cc). Ben also elected to pursue an innovative design approach utilizing disc rear rotary valve (RRV) induction, also choosing to use die-cast magnesium alloy castings as opposed to the sand-castings used in the earlier Bantam 16 sideport model. The latter feature would logically be expected to facilitate a far higher production rate in order to meet the anticipated demand for the new model. A major hurdle to be overcome in that context was the creation of the dies required to produce the castings. Needless to say, this was an extremely expensive proposition. Ben arranged a meeting with executives of the Aluminum Company of America (ALCOA) to discuss his needs. Much to his amazement, the ALCOA executives were very interested in his proposed new product, feeling that it would be in great demand. Ben hadn’t previously known that it was ALCOA company policy to encourage young and ambitious entrepreneurs to become established in businesses in which aluminium alloy would be utilized. The magnesium alloys which Ben planned to use contained around 10% aluminium. The upshot was that ALCOA offered to supply Ben with the dies, which could be paid for in monthly installment payments. The deal was struck, and the dies went into the production schedule that very day. In addition, ALCOA submitted a major news article to their international trade paper setting out their involvement in making the special dies. This ensured instant worldwide recognition and awareness of Ben’s Shereshaw's forthcoming design.
A Meehanite cast iron piston and a cast alloy conrod combined to drive a counterbalanced one-piece steel crankshaft running in a bronze bushing in the main bearing housing. The timer was once again of the enclosed variety, using a stamped aluminium housing. The cam was integrally formed on the protruding front segment of the crankshaft’s main journal. The cylinder head was tapped to accommodate a V3 spark plug. At the rear, the stamped light alloy disc valve was mounted on a steel pin which was pressed into the centre of the magnesium alloy backplate. The disc was unrestrained, being maintained in contact with the face of the backplate solely by the conrod allied to crankcase pressure. It was conventionally driven by the extended rear portion of the crankpin, which engaged with a depression in the face of the disc. In my opinion, the bearing pin could have been made to a larger diameter with advantage.
Indeed, there were evidently a number of measures that could be applied to improve the Bantam's performance. The 1996 SAM Yearbook included an article by Gil Morris in which he provided details of a very effective tune-up applied to the Bantam by Bo Clinton of Florida, USA. The measures applied included the elongation of the disc valve aperture as described above as well as the removal of material from the piston both to lighten it and to create a period of sub-piston induction. The straight aluminium alloy induction tube screwed into the backplate without a lock nut. It supported a cast magnesium tank top. The plastic tank was the same one that had been used on the second model of the Bantam 16, being attached to the tank top with two screws. A straight internally-threaded spraybar was used in conjunction with an externally-threaded needle which was fitted with a cross-knurled split thimble which gripped the outside diameter of the spraybar. This control worked very smoothly indeed.
With a weight of only 3.88 ounces (110 gm) including plug and tank to go along with an excellent performance, the Bantam 19 set new standards for Class A powerplants as of 1939. It was immediately obvious that it had the potential to dominate the new Class A competition category. It was undoubtedly in an effort to offer some competition to the Bantam that the Ohlsson & Rice (O&R) company launched a .19 cuin. version of their very successful O&R 23 Class B model in March 1940. My good mate Maris Dislers has presented a review and test of that model which may be found elsewhere on this website.
Production continued through 1941 with minimal changes. There was a brief flirtation with an induction tube having a flared bell-mouth before the engines reverted to the straight type. At some point, material supply problems relating to the ramping up of military production in anticipation of the coming war forced the company to produce a number of castings in aluminium alloy instead of magnesium. Around 200 such examples appear to have been produced during this period. The entry of the USA into WW2 caused Ben Shereshaw to divert his engineering capabilities into war-related production after some 1,600 examples of the pre-war Bantam 19 had been produced. He ceased advertising his engine in MAN as of mid-1941, not to resume advertising until January 1946 when the war had ended. The Bantam 19 reappeared at that point in time, going on to uphold its winning reputation by cleaning up yet again at the 1946 US National Championships. The Post-WW2 Bantams
Assuming that these engines do in fact represent the Bantam “B” and Bantam “C” models, it seems clear that they never appeared as self-identifying Bantam models – certainly, no such examples are known, nor were they advertised later in 1946 or at any time thereafter. They were evidently produced as experimental prototypes, never actually being Returning to our main subject, the post-WW2 Bantam 19 of 1946 was first advertised by that name (as opposed to the Bantam “A”) in August 1946, with no mention being made of the “B” and “C” models. The 19 was generally similar to its pre-war predecessor, but featured a chemically-blackened larger-diameter cylinder having a higher head profile. The flared venturi first seen on some of the pre-war models re- The earlier examples of this 1946 model featured the same case used on all Bantam 19’s up to this point. At some point during 1946 Ben Shereshaw relocated from Nutley to nearby Clifton, New Jersey, re-naming his business as Bantam Products Inc. In late 1946 following this move, a revision to the crankcase was introduced. This involved the addition of an annular “strap” of additional material around the exterior of the crankcase underside. This was seemingly intended to provide the option of machining out the crankcase interior to accommodate a longer stroke, facilitating the creation of a 0.23 cuin. model to challenge the O&R 23 in the Class B category. In the event, no such model appears to have been produced on a commercial basis. A few examples of the strap-case Bantam have surfaced which have been stroked to yield a displacement of 0.23 cuin., but it is unclear whether these are original creations by Ben Shereshaw or later conversions by others. Ben did apparently create a single example of the Bantam which was stroked out to a displacement of 0.25 cuin. This unit reportedly ran extremely well. It was loaned to Walt Schroeder for flight testing, but was unfortunately lost OOS on the very first flight. Perhaps it’s still out there somewhere ………….. 1947 - Herkimer Enters the Picture
The initial engines sold by Herkimer appear to have been left-over complete units acquired in the deal with Ben Shereshaw, since they were identical in all respects to the later examples produced by Bantam Products. Later OK products were constructed using a combination of old and new components. The OK Bantams used aluminium alloy cases as long as the supply of those components held up, although the backplates continued to be magnesium for the most part. The last examples appear to have been built from remaining magnesium cases obtained in the deal with Ben Shereshaw. The needle valve continued to be the former Bantam Products pattern until November 1948, when a switch was made to a standard OK pattern, presumably after the supply of earlier assemblies was exhausted. Working with a fellow named Ed Chamberlin, Ben had been experimenting with glow-plug technology during 1947 using nichrome wire coils. These worked OK but burned out very rapidly. Chamberlin advised Ray Arden of his and Ben’s experiments, leading Ray to take up the challenge. After having far greater success using platinum-iridium wire, Ray introduced the first practical commercial miniature glow-plugs in November 1947. This event changed the model engine-manufacturing game forever.
Herkimer was very quick to respond to the development of the glow-plug, immediately introducing a glow-plug version of the Bantam 19. The earliest OK Bantam glow-plug units continued to feature the cam-equipped spark ignition crankshafts, of which Herkimer clearly had a good inventory on hand. Apart from lacking a timer, the glow-plug units differed from the spark ignition models only in having the protruding cam section of the crankshaft covered with an aluminium sleeve which acted as a spacer to limit the shaft’s end float. The same steel prop driver which engaged with a sharply-cut taper at the front of the shaft continued to be used. These engines were supplied without tanks, since the plastic would not have tolerated use with glow fuels. Once the supply of cam-equipped crankshafts was exhausted following the introduction of the glow-plug variant, no more were produced by Herkimer. This naturally forced the abandonment of the spark ignition model, for which demand was collapsing in any case. For the continuing glow-plug models, Herkimer produced a further batch of shafts which lacked the cam, instead featuring a protruding
Production of the Bantam by Herkimer continued until the supply of castings was more or less exhausted. Although Herkimer did produce a small batch of new aluminium strap-case castings, this was evidently done purely to ensure that the dies remained useable, since they still had plenty of Ben Shereshaw’s magnesium castings on hand. Apart from that one test batch, they never produced any new castings, although they did have to manufacture additional examples of certain other components such as the glow-plug crankshafts. Production evidently continued at some level through 1949 into 1950 before the supply of existing castings was finally exhausted. The actual number of Bantam 19’s manufactured during the ten-year production life of the design is a bit difficult to determine, since serial numbers are all over the map. Suffice it to say that the numbers seem to imply the production of at least 35,000 examples in all, and it may well have been more. Ben Shereshaw’s Later Career Ben Shereshaw continued to produce glow-plugs for many years after divesting himself of the Bantam project. He finally parted company with Shereshaw & Swanson in 1964 following a disagreement with his partner in the business. Swanson continued very successfully in the glow-plug business, while Ben joined the Upon learning that several of the Bronner “higher-ups” were avid modellers, Ben made plans for a “Bantam Division” to produce a nifty .60 glow-plug twin plus a series of sleek R/C planes that he wished to kit. Unfortunately, the ill-fated Bronner version of the Bantam 60 Twin was plagued with design and manufacturing problems, never reaching the regular hobby market. The final straw was the decision by Bronner to pursue a far more lucrative business opportunity having nothing to do with models. The 60 Twin design was later taken over by Don Sohn and Bob Bowen, who brought it successfully to ultimate fruition. After a long and productive life in which models had played a very large part, Ben Shereshaw passed away on May 12th, 2009 in his 97th year. The modelling world had lost one of its most creative and talented participants. Now that I’ve traced the development and manufacturing history of the Bantam 19, it’s time to answer the question that all of my readers are doubtless asking – how does it run? The Bantam 19 on Test
The drawing makes it clear that the tested engine was one of Ben Shershaw’s early post-war models having a strap-less magnesium case and a flared induction tube with the externally-threaded fuel needle. The only performance indications provided were a few prop/RPM figures, including 7,300 RPM with a 10x4 Flo-torque prop; 7,900 RPM on a 9x8 Goldberg airscrew; 8,200 RPM with an 8x10 “high-thrust” prop; and 10,800 RPM with a 9x4 Flo-torque airscrew. In the absence of any power absorption coefficients for these props, no horsepower figures can be derived. The late Charlie Bruce published a retrospective evaluation of the Bantam in the November/December 1992 issue of SAM Speaks. As usual with Charlie's reviews, the focus was very much on the engine's construction, with a strong emphasis on disassembly and reassembly. The only performance figures provided were 8,300 RPM on a Rev-Up 10x4 and 9,000 RPM on a Rev-Up 9x4 using a 3:1 gas/oil mix. These figures broadly suggest outputs of 0.161 BHP and 0.150 BHP respectively at the cited speeds. This cannot be viewed as a representative expression of the Bantam's performance.
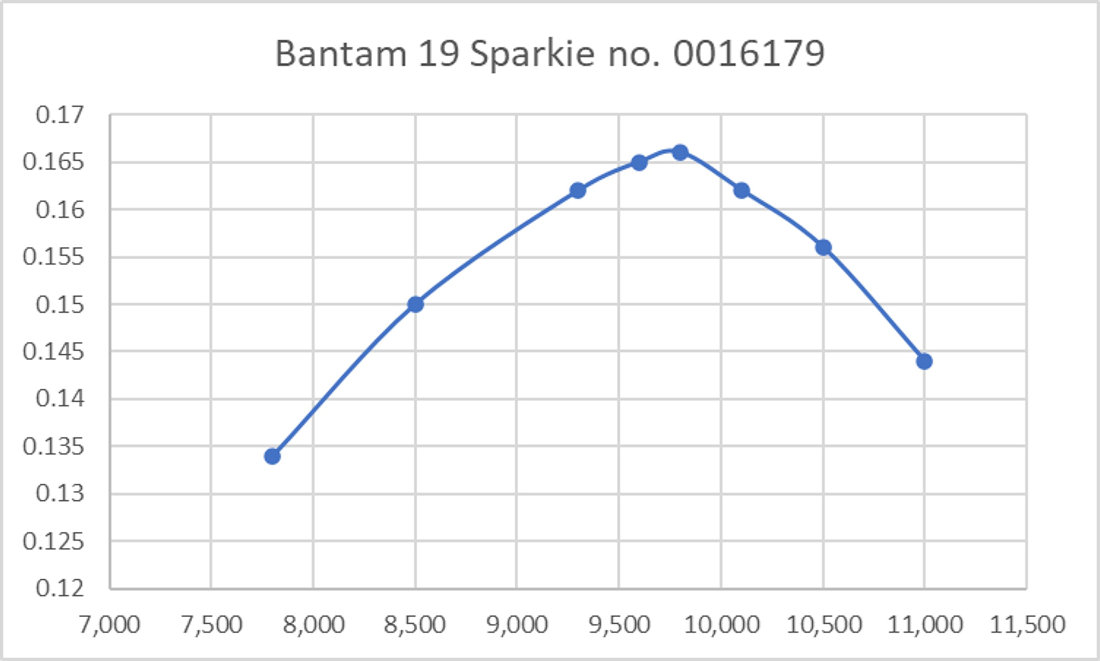
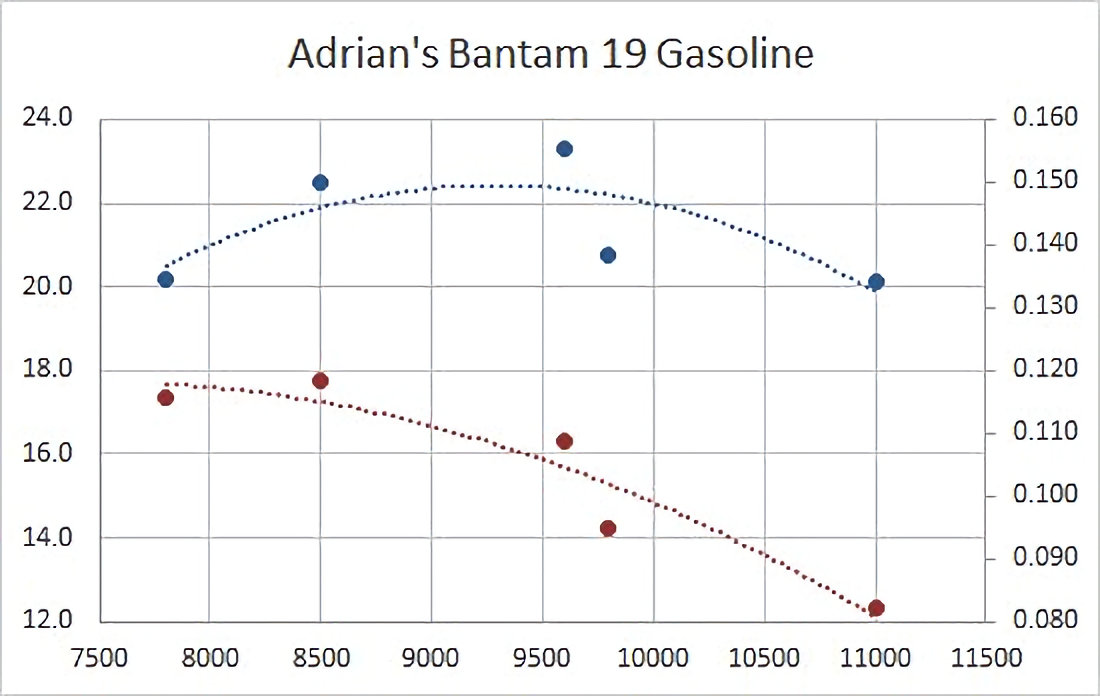
With the needle opened two turns and a small "dry" prime administered, the engine started up right away. For the first few runs I kept it retarded and slightly rich just to settle it down after what must have been a long layoff. Finding that it seemed quite happy, I tried leaning it out and adjusting the timer for best performance on the 10x4 prop, which it turned quite comfortably at 7,800 rpm. Since the engine seemed ready to run as hard as required, I proceeded to run a series of test props. The Bantam continued to start and run perfectly throughout the test, displaying no symptoms of running beyond the limits of its timer at any speed tested. Running was steady and smooth at all times. The data obtained were as follows.
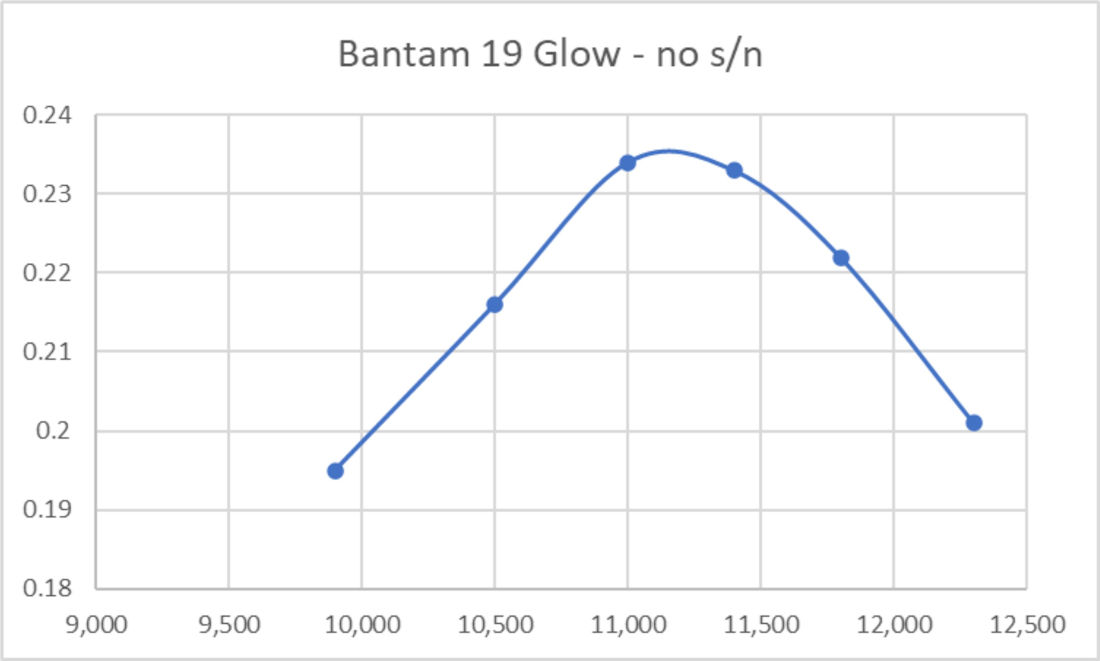
The Taipan 8x4 WB prop is a cut-down Taipan 9x4 wide-blade airscrew created and calibrated to fill a gap in my test airscrew set. As can be seen, the Bantam seemed to run into a wall in the vicinity of 10,000 RPM, peaking at around 9,800 RPM with an output of 0.166 BHP. I have a very strong suspicion that the cause of this evident limitation of the engine's operating speed had a great deal to do with the ridiculously early closure of the induction system just prior to top dead centre. A simple modification of the disc aperture to delay the closure until 25 degrees or so past top dead centre would probably do wonders for this engine's performance. Even so, it must be admitted that this is a perfectly respectable showing for an engine of this displacement designed in 1939. Based on my own tests, it handily outperformed the 1945 Super Hurricane 24, to take just Next came the turn of the glow-plug example of the Bantam 19. As stated earlier, this one had lost its original OK needle valve assembly, having a universal component fitted instead. This worked perfectly well, probably holding its settings better than the original. The switch shouldn't have affected performance in any way since the spraybar diameter is the same as the OK original. To conserve the still-functional Arden glow-plug with which the engine was fitted, I used a far later Fox plug for testing. Due to their relatively restricted range of ignition timing, glow-plug units do not take kindly to running at speeds signficantly below their peaking range, since pre-ignition can then become an issue. l therefore went straight to a 9x5 APC prop for initial testing, since I expected the peak in glow-plug As usual with glow-plug motors, the Bantam liked a fairly healthy exhaust prime for starting, but fired up immediately once this was administered. Response to the needle was very progressive, making the establishment of the desired mixture setting very straightforward. I gave the engine about ten minutes of slightly rich running just to settle it down after a presumably very long layoff. When leaned out briefly at the end to obtain the best speed, the engine turned the 9x5 prop at 9,900 RPM - not at all a bad figure, and one which was well up on the 9,300 RPM achieved by the sparkie version running on white gas. Finding that the engine seemed to be ready and willing to do some hard work, I then proceeded to obtain speed figures for the same series of calibrated test props, omitting the 10x4 and 9x6 in order to respect the engine's probable built-in ignition timing. Once leaned out, running was very smooth indeed, with absolutely no tendency to sag. The following data were recorded.
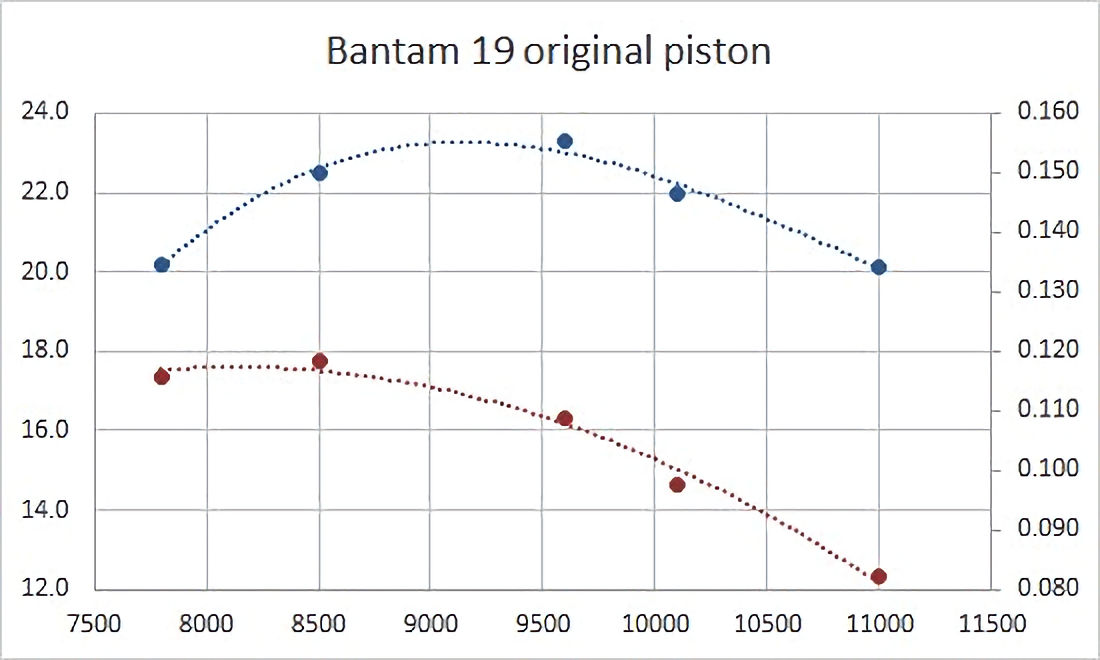
It seems that my selected test props were well chosen, since they bracketed the peak very nicely. As might be expected, the Bantam did considerably better in glow-plug configuration than it had done as a sparkie. The fact that methanol-based fuels run considerably cooler would have helped, as would the 10% nitro in the fuel that I was using. On this fuel, the Bantam glow was found to peak in the vicinity of 11,200 RPM with an output of around 0.235 BHP. For a 1949 engine weighing only 96 gm (3.39 ounces), that's a pretty acceptable performance! One point upon which I should comment relates to a commonly-reported characteristic of the Bantam, namely its tendency to vibrate. The fact that the cast iron piston weighs all of 11 gm and operates within a very light engine structure would lead one to expect a certain amount of vibration as speeds climbed. I can only say that when running in my test stand, neither of my tested examples displayed an unacceptable level of vibration. Of course, when mounted in a far lighter model, it would probably be a different story. I'm certain that a measurable performance gain could be achieved by lightening the piston. Both engines came through their test sessions with flying colours, displaying no evidence of mechnical distress at any time. I have to say that I was quite impressed - modellers of the 1940's would have been well served by these engines! Further Testing by Maris Dislers Hearing that I was embarking upon an evaluation of the Bantam, my good Aussie mate Maris Dislers was inspired to run a few tests of his own using his own spark ignition example of the engine. Unfortunately, his initial attempts were greatly hampered by the fact that the piston/cylinder fit in his example was quite loose - at running temperatures the fit was very leaky. In Maris's opinion, this condition would minimize the value of any testing. I have a fair stash of Bantam components on hand, so Maris sent me the diameter of his too-loose piston, allowing me to select a piston from among my holdings which had a diameter some 0.007 mm greater. I sent this down to Maris, who reported that it was a perfect match for his cylinder, restoring excellent compression at working temperatures. During his pre-test refurbishment of the engine, Maris noted that the crankshaft was a bit loose in its bearing. He was expecting this to affect running quite noticeaby, but in fact the engine seemed to run just fine. Just for fun, Maris tested the engine with both the original loose-fitting piston and the closer-fitting component that I had sent him. The results were as follows:
As can be seen, the use of a loose-fitting piston doesn't appear to have had any adverse effect upon performance - in fact, the engine turned several of the test props a little faster with that piston! The power curve presented above was derived with that piston fitted. It appears that a little looseness in the piston fit can be tolerated with this design. The scatter within the results is most likely down to the fact that there was a certain variability in the quality of running with different props. This would likely work itself out with more running time. For comparison purposes, Maris re-calculated my results reported earlier using his own power and torque coefficients. The result was as follows:
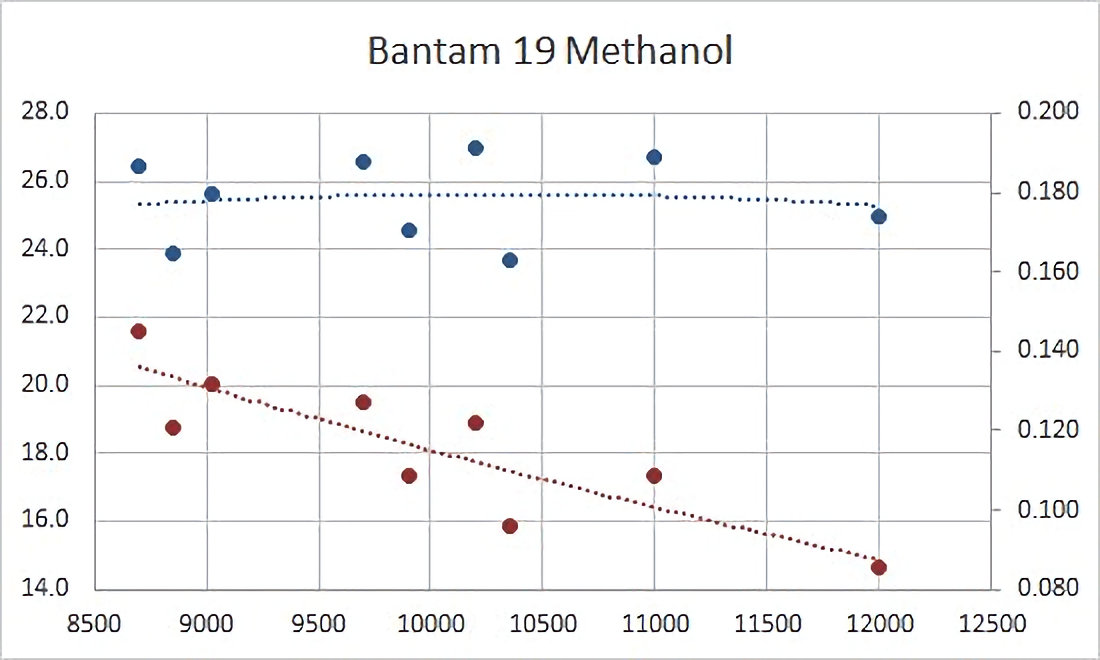
It's quite obvious that the correlation between my results and those obtained by Maris is remarkably close. Overall, Maris's results correlated very well with those reported earlier for my own example. The output of around 0.156 BHP in the region of 9,600 RPM running on gasoline appears to be well confirmed. Still in search of some more fun, Maris went on to try the same Bantam on spark ignition using an 80/20 blend of methanol and castor oil (first removing the plastic tank to conserve it). The results were quite informative, as follows:
It will be noted that the engine was up by anywhere from 600 to 900 RPM on the same props across the range. Maris found that the needle setting was extremely critical, and he might have missed the optimum setting on a few props. However, the trend is clear - enhanced torque development across the range, most notably on the larger props. The implied output of around 0.178 BHP at around 10,500 RPM with an extremely flat peak is a considerable advance on that available on gas. The engine also ran noticeably cooler, as we would expect using methanol fuel. Maris also went to the trouble of developing a set of power curves using his coefficients applied to the results reported earlier for my glow-plug model. Results as follows:
Maris's overall comment was that the engine produces a remarkably steady power output across the usable RPM range within 15% of the peak. The power curve is even flatter with methanol fuel. Not at all "peaky", unlike some others. Good flexibility in terms of prop selection is implied here. Looking at these unified results, reasonable approximations of the Bantam's maximum torque/BHP figures appear to be; 15/.15 on spark ignition and gas; 20/.18 on spark ignition and straight methanol; and 20+/.20 using methanol and 10% nitro. It seems reasonable to conclude that methanol raises power output by around 20% at peak RPM on spark, while the use of glow-plug ignition with 10% nitro adds 35% over spark/gas. In service, the optimum target operating speeds would appear to be around 9,500 RPM on gas and 10,500 RPM when running on methanol (with or without nitro). My sincere thanks to Maris for his valuable contribution to this article! The Bantam Replicas
Perhaps the most notable Bantam 16 replicas are those produced at the behest of the late Scandinavian enthusiast Arne Hende, who arranged for the construction of a series of very convincing replicas of the first model Bantam 16. The major departures from the original were the use of a lapped piston instead of the ringed component used by Ben Shereshaw and the use of aluminium castings instead of magnesium. Essentially all examples of this model that show up today are Arne Hende replicas. As usual with Arne’s offerings, they are constructed to very high standards and run very well. These engines were marketed in the USA under the Classic Old Time Engines (COTE) name.
Among other obvious changes, these units featured lapped pistons instead of the ringed components used by Ben Shereshaw. They also used natural-finish sand-cast aluminium castings instead of the magnesium used originally. The crankcase castings lacked the dark coloration applied to Ben’s original castings. Finally, their cylinders had fewer and thicker cooling fins than the originals, also having a more parallel side profile. Nonetheless, they were built to very high standards and ran very well indeed, thus completely fulfilling their intended purpose.
A serious difficulty emerged immediately. The prop driver is axially located by a right-angled step machined onto the shaft immediately forward of the cam. There's no taper - the design relies entirely on friction between the prop driver and the location step. Unfortunately, this design is very much on the marginal side - the prop kept backfiring loose! The one saving grace is that the compression ratio is very low - around 5 to 1 - and starting proved to be extremely easy, with very little flicking required. As a result, I was able to get a few runs on the engine despite the prop security issue. It was set up quite tight, clearly needing a full break-in which I had no intention of giving it since I wasn't planning to fly it. I did confirm that it was a very easy starter and a fine runner which Speaking of which, the Bantam 19 is quite another matter. Since it was made in the tens of thousands, considerable numbers of these engines have survived over the years – good original examples have been turning up on a regular basis for decades in MECA listings and more recently on eBay and elsewhere, making the production of replicas appear somewhat redundant. Nonetheless, in 1984 a group called the Model Aviation Historical Society of Rowayton, Connecticut did arrange for the production of a series of around 100 high-quality Bantam 19 replicas, using investment-cast reproductions of the original aluminium cases as well as faithful facsimiles of the original boxes and literature. They noted that this project had been carried through with the full cooperation of Ben Shereshaw, making this an “official” replica. I gather that these units are very convincing replicas indeed. The same group also produced a fine replica of the Morton M-5 radial unit. Conclusion The Class "A" Bantam designs represented a significant leap forward for the smaller-displacement engine category for which a viable market was opening up in the late 1930’s. The original side-port Bantam 16 units basically followed the established design format, but the disc valve Bantam 19 pointed the way very decisively towards the future. Ben Shereshaw deserves great credit for his foresight in developing these very successful designs. Original examples of the Bantam 16 models are pretty much in the “unobtanium” category these days. There’s a far better chance that you’ll encounter a replica of those units than an original. The Bantam 19 evidently survives in significant numbers, still turning up quite regularly on eBay and elsewhere. Anyone interested should be able to acquire a nice example at a reasonable cost. And if you do so, you’ll find that you have a well-made, easy handling and fine running powerplant on your hands! ________________________ Article © Adrian C. Duncan, Coquitlam, British Columbia, Canada First published August 2023 |
||
 Regular readers of the articles which appear on this web-site will be aware of the very informative reviews written by my good mate Maris Dislers which focus on the .19 and
Regular readers of the articles which appear on this web-site will be aware of the very informative reviews written by my good mate Maris Dislers which focus on the .19 and  Issue no. 190 of ECJ for November 2008 included an invaluable account of the life and work of Bantam designer and manufacturer Ben Shereshaw written by the late
Issue no. 190 of ECJ for November 2008 included an invaluable account of the life and work of Bantam designer and manufacturer Ben Shereshaw written by the late 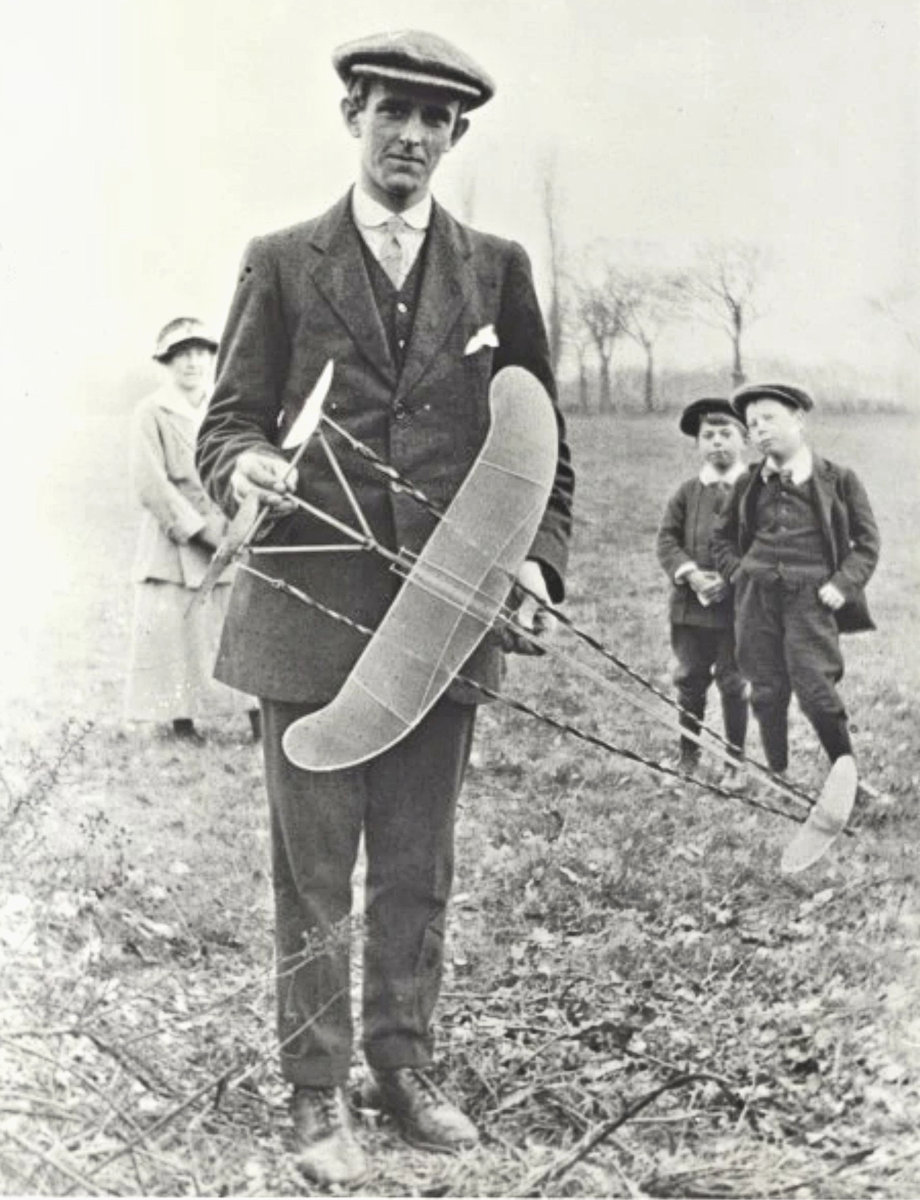 Ben Shereshaw was born on March 23
Ben Shereshaw was born on March 23

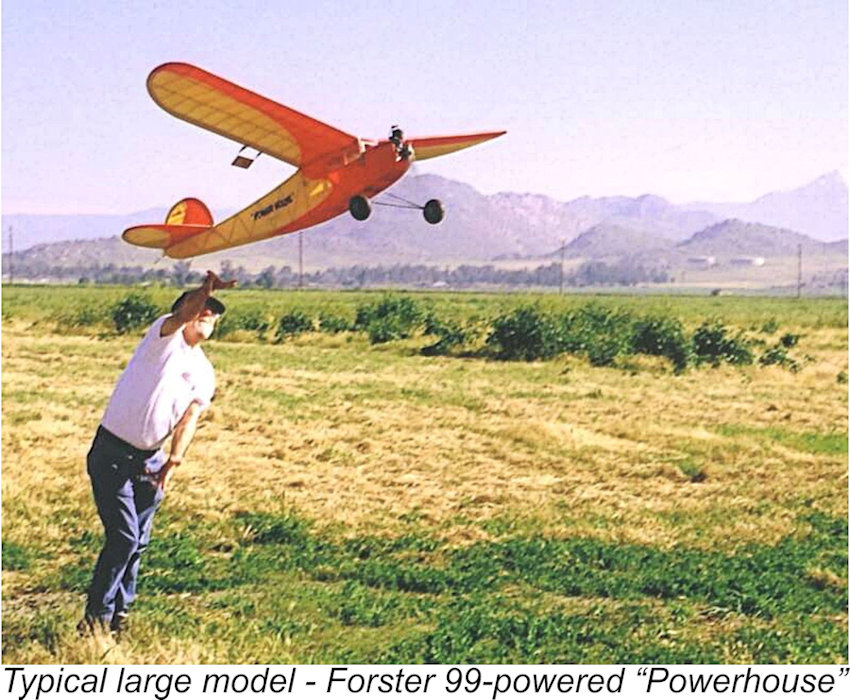 During the mid- to late-1930’s, gas-powered models still tended to be very large, with engines having displacements of 0.60 cuin. (10 cc) or even more being typical. These models were both relatively expensive to construct and very challenging to transport. Both factors were extremely daunting to the average young enthusiast just getting started in power modelling. It’s not surprising that an expanding market was then developing for engines suiting smaller, cheaper and more easily transported models.
During the mid- to late-1930’s, gas-powered models still tended to be very large, with engines having displacements of 0.60 cuin. (10 cc) or even more being typical. These models were both relatively expensive to construct and very challenging to transport. Both factors were extremely daunting to the average young enthusiast just getting started in power modelling. It’s not surprising that an expanding market was then developing for engines suiting smaller, cheaper and more easily transported models.  The first Bantam engine to emerge from the depths of Ben’s basement workshop in late 1937 or early 1938 was the prototype of his Bantam 16 side-port model. Bore and stroke of this design were 19/32 in. each (0.5937 in./15.08 mm) for a displacement of 0.164 cuin. (2.694 cc). The engine had a sand-cast matte-finished crankcase in magnesium alloy with a separate upper cylinder casting; side-port induction; two adjacent openings for the exhaust; a ringed piston; a knurled aluminum gas tank bowl; an enclosed ignition timer; longitudinally-aligned head fins and seven cylinder fins.
The first Bantam engine to emerge from the depths of Ben’s basement workshop in late 1937 or early 1938 was the prototype of his Bantam 16 side-port model. Bore and stroke of this design were 19/32 in. each (0.5937 in./15.08 mm) for a displacement of 0.164 cuin. (2.694 cc). The engine had a sand-cast matte-finished crankcase in magnesium alloy with a separate upper cylinder casting; side-port induction; two adjacent openings for the exhaust; a ringed piston; a knurled aluminum gas tank bowl; an enclosed ignition timer; longitudinally-aligned head fins and seven cylinder fins.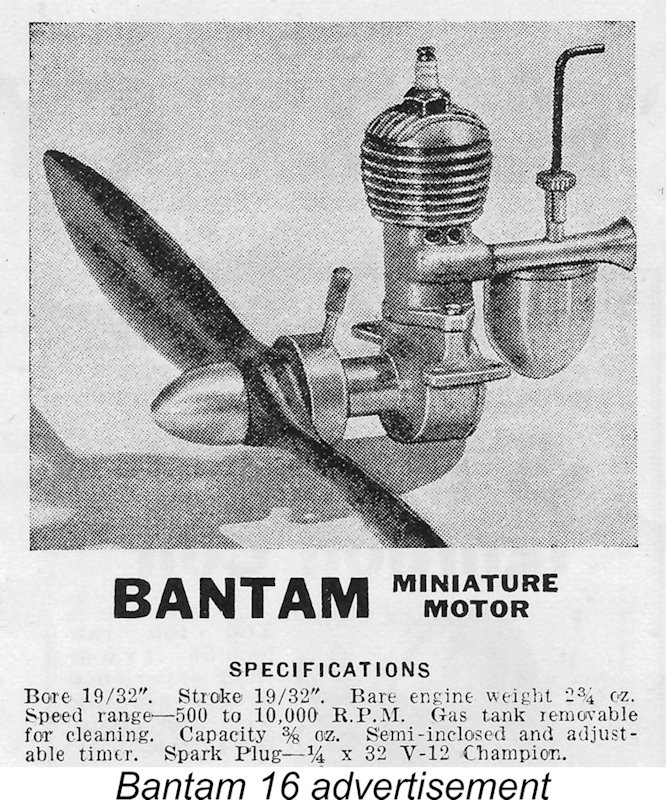 Ben’s timing was perfect. In 1938 the National Aeronautics Association (N.A.A.) established three official competition classes based on engine displacement. These categories were to be the basis for power model competition from the 1939 competition season onwards. Ben had already elected to develop an engine which would be suitable for the new Class A category for engines up to 0.200 cuin. displacement.
Ben’s timing was perfect. In 1938 the National Aeronautics Association (N.A.A.) established three official competition classes based on engine displacement. These categories were to be the basis for power model competition from the 1939 competition season onwards. Ben had already elected to develop an engine which would be suitable for the new Class A category for engines up to 0.200 cuin. displacement.
 When Ben Shereshaw sat down to begin designing a successor to his very successful Championship-winning .16 model, he did so under a new company name – Miniature Motors Co. of 362 High Street in Nutley, New Jersey. This company is not to be confused with the later Miniature Motors company which was a subsidiary of the
When Ben Shereshaw sat down to begin designing a successor to his very successful Championship-winning .16 model, he did so under a new company name – Miniature Motors Co. of 362 High Street in Nutley, New Jersey. This company is not to be confused with the later Miniature Motors company which was a subsidiary of the 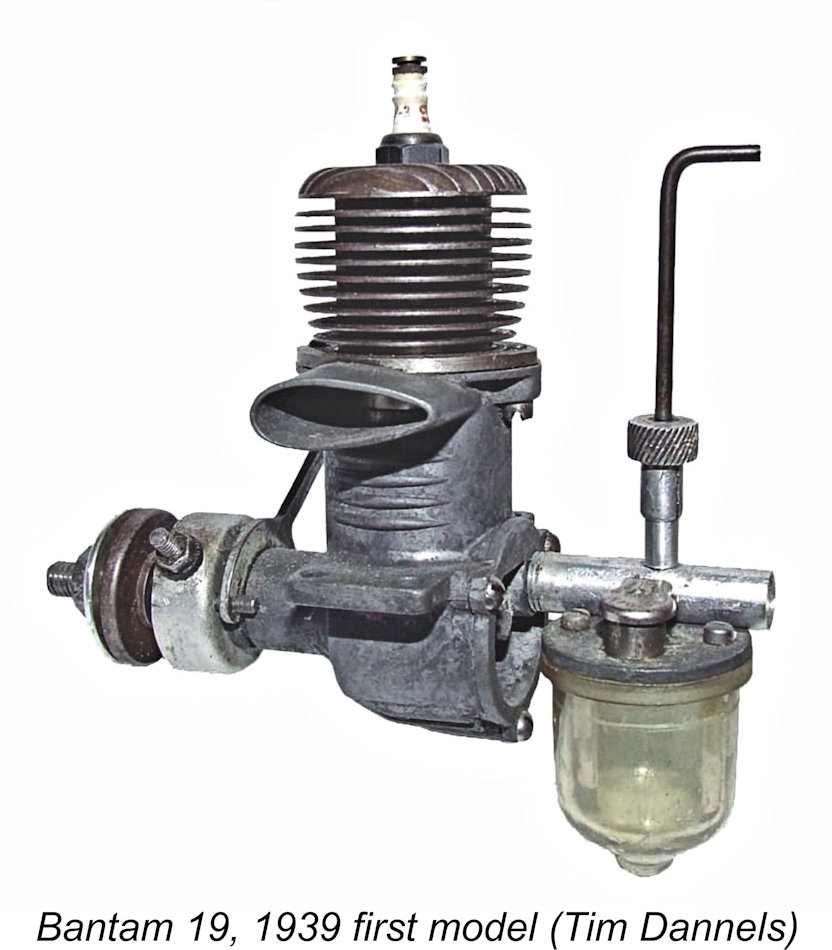 The initial variant of the soon-to-be-famous Bantam 19 was built up around an ultra-lightweight die-cast crankcase of magnesium alloy. The blind-bored natural-finish steel cylinder was plentifully provided with thin integrally-machined cooling fins both on the barrel and on the integral head. It was secured to the crankcase using two machine screws which were inserted upwards to engage with the cylinder’s lower location flange. This arrangement relieved the cylinder bore of any installation stresses which might promote distortion. The head fins had a low and relatively flat side profile.
The initial variant of the soon-to-be-famous Bantam 19 was built up around an ultra-lightweight die-cast crankcase of magnesium alloy. The blind-bored natural-finish steel cylinder was plentifully provided with thin integrally-machined cooling fins both on the barrel and on the integral head. It was secured to the crankcase using two machine screws which were inserted upwards to engage with the cylinder’s lower location flange. This arrangement relieved the cylinder bore of any installation stresses which might promote distortion. The head fins had a low and relatively flat side profile. 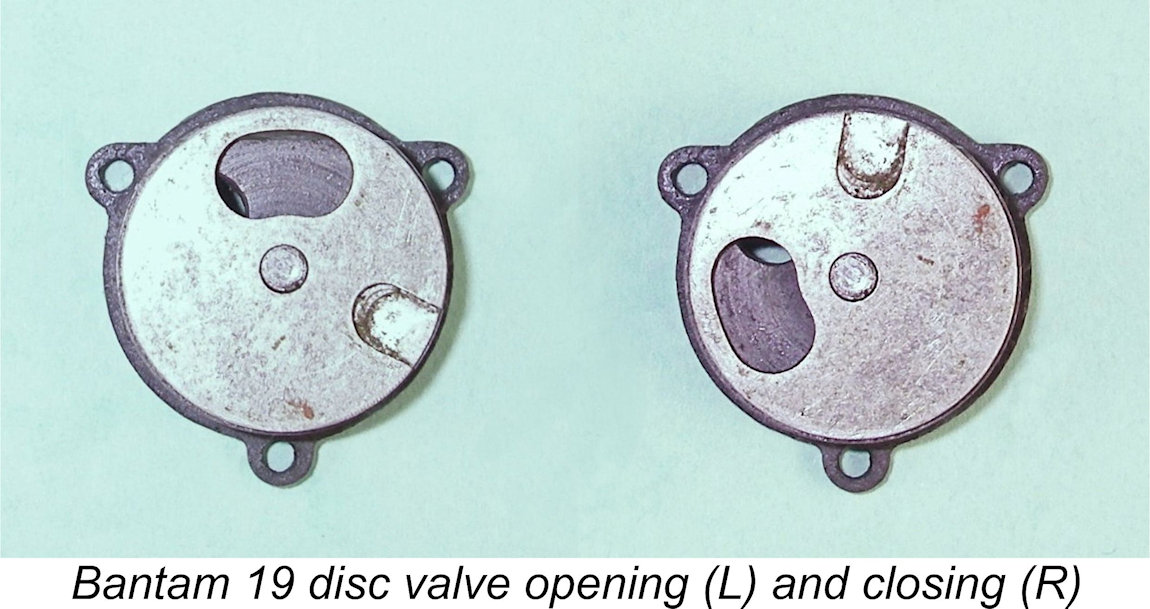 An odd feature of this disc valve was the fact that while it opened at around 45 degrees after bottom dead centre – a perfectly reasonable figure – it closed completely a few degrees before top dead centre! This is scarcely a recipe for best performance – a fully open “dwell” period of the induction system around top dead centre is considered to be absolutely necessary for effective induction at the higher speeds. There’s little doubt that performance could be significantly enhanced by the removal of material from the trailing edge of the disc aperture to delay the closure of the system. I’d put money on it that many successful users of the Bantam in competition did just that.
An odd feature of this disc valve was the fact that while it opened at around 45 degrees after bottom dead centre – a perfectly reasonable figure – it closed completely a few degrees before top dead centre! This is scarcely a recipe for best performance – a fully open “dwell” period of the induction system around top dead centre is considered to be absolutely necessary for effective induction at the higher speeds. There’s little doubt that performance could be significantly enhanced by the removal of material from the trailing edge of the disc aperture to delay the closure of the system. I’d put money on it that many successful users of the Bantam in competition did just that. 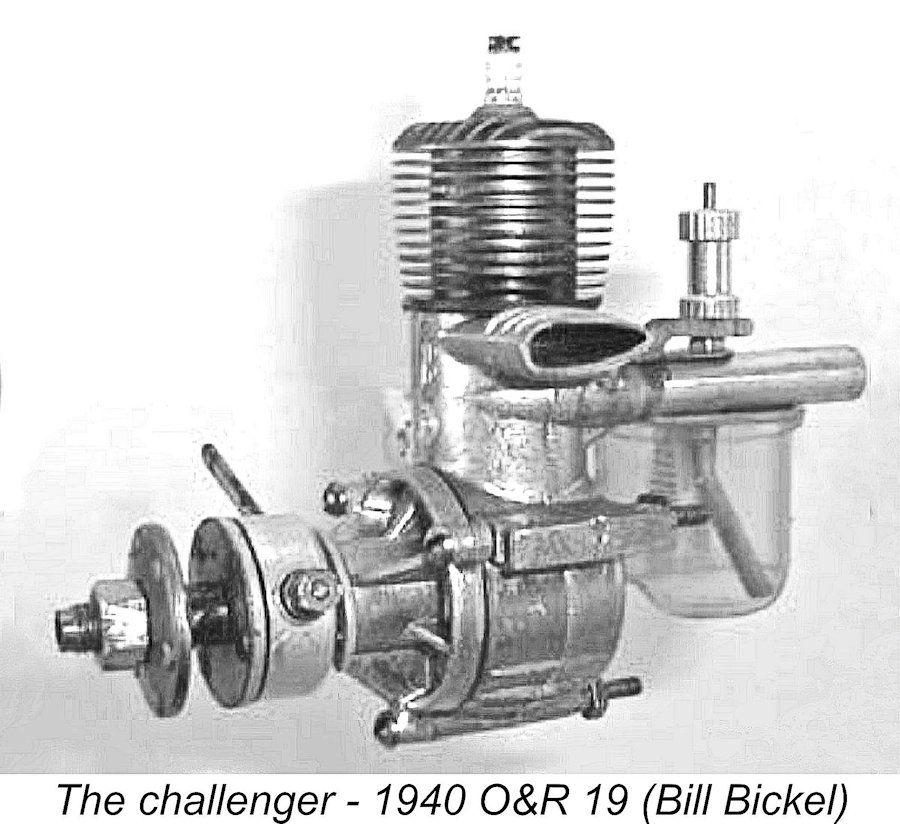 The earlier Bantam 16 models had not borne any serial numbers. By contrast, the Bantam 19 bore such numbers more or less throughout its production life. The first model Bantam 19’s displayed serial numbers on top of the bypass-side mounting lug. The numbers on this original model appear to have formed a straight series beginning at engine no 1 and extending up to a presently reported high figure of 1568. Over the Bantam’s production life, subsequent numbers were all over the map, ranging from five to seven digits with no readily discernable pattern.
The earlier Bantam 16 models had not borne any serial numbers. By contrast, the Bantam 19 bore such numbers more or less throughout its production life. The first model Bantam 19’s displayed serial numbers on top of the bypass-side mounting lug. The numbers on this original model appear to have formed a straight series beginning at engine no 1 and extending up to a presently reported high figure of 1568. Over the Bantam’s production life, subsequent numbers were all over the map, ranging from five to seven digits with no readily discernable pattern. 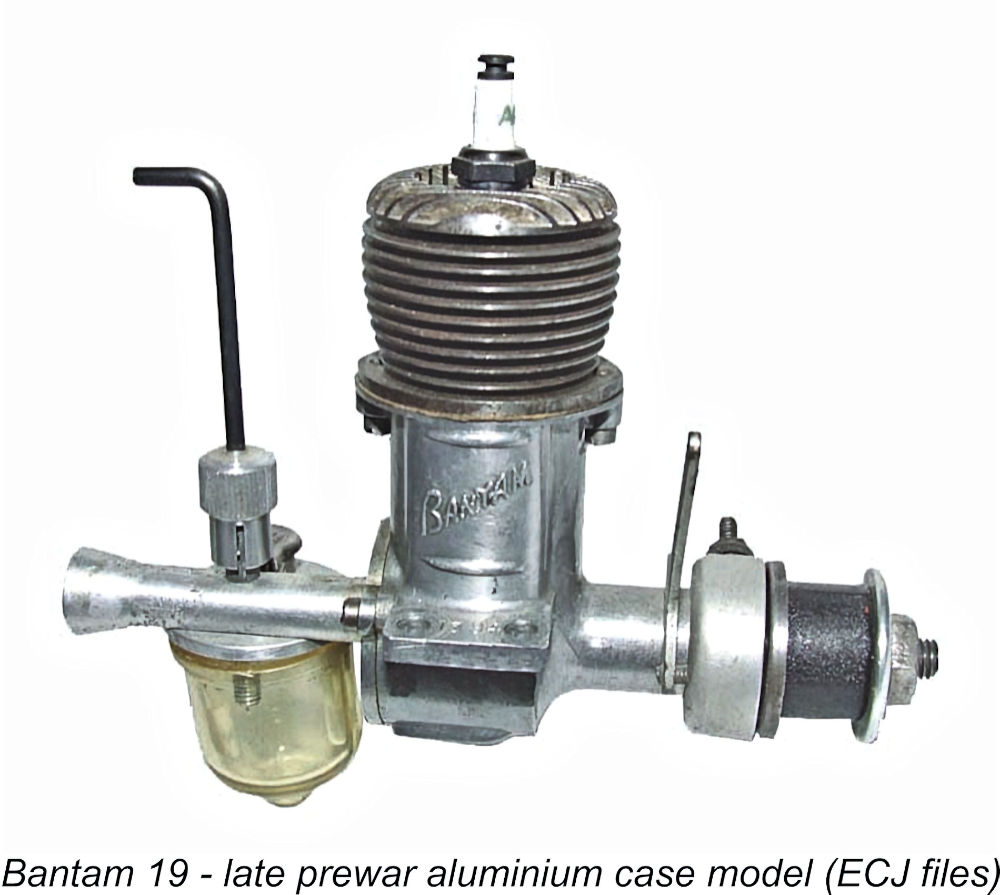 The Bantam 19 was an overnight success, selling as fast as Ben Shereshaw and his colleagues at Miniature Engines could produce it. As expected, the Bantam took the world of competition aeromodelling by storm, taking first, second, fourth, fifth, seventh and tenth places in the senior Class A events at the 1940 US National Championships. It continued to dominate Class A competition in the last pre-war events held in America during 1941, winning the Nationals yet again.
The Bantam 19 was an overnight success, selling as fast as Ben Shereshaw and his colleagues at Miniature Engines could produce it. As expected, the Bantam took the world of competition aeromodelling by storm, taking first, second, fourth, fifth, seventh and tenth places in the senior Class A events at the 1940 US National Championships. It continued to dominate Class A competition in the last pre-war events held in America during 1941, winning the Nationals yet again.  The first post-war Bantam advertisement of January 1946 once again featured the Bantam 19, albeit now referred to as the Bantam “A”. There were also advertised models designated the Bantam “B” and the Bantam “C” respectively. Authoritative information on these models is in very short supply. All that can be stated with certainly is that a number of crankshaft front rotary valve (FRV) units displaying some Bantam features have shown up with claimed displacements of 0.299 cuin. and 0.354 cuin. respectively. These engines are unmarked in any way – the basis for their identification as Bantam models remains obscure. It’s possible that an owner sought Ben Shereshaw’s comments at some point.
The first post-war Bantam advertisement of January 1946 once again featured the Bantam 19, albeit now referred to as the Bantam “A”. There were also advertised models designated the Bantam “B” and the Bantam “C” respectively. Authoritative information on these models is in very short supply. All that can be stated with certainly is that a number of crankshaft front rotary valve (FRV) units displaying some Bantam features have shown up with claimed displacements of 0.299 cuin. and 0.354 cuin. respectively. These engines are unmarked in any way – the basis for their identification as Bantam models remains obscure. It’s possible that an owner sought Ben Shereshaw’s comments at some point. 

 The strap-case model of late 1946 was the final Bantam 19 variant to be produced by Ben Shereshaw. In mid-1947 he sold the Bantam design, the remaining completed engines and all unused components to the Herkimer Tool & Model Works Inc. of Herkimer, New York, the makers of the famous OK range. Herkimer acquired a large stock of both completed engines and components, also acquiring the dies and the goodwill associated with the Bantam name. They began to advertise the OK version of the Bantam in the December 1947 issue of “Air Trails” magazine.
The strap-case model of late 1946 was the final Bantam 19 variant to be produced by Ben Shereshaw. In mid-1947 he sold the Bantam design, the remaining completed engines and all unused components to the Herkimer Tool & Model Works Inc. of Herkimer, New York, the makers of the famous OK range. Herkimer acquired a large stock of both completed engines and components, also acquiring the dies and the goodwill associated with the Bantam name. They began to advertise the OK version of the Bantam in the December 1947 issue of “Air Trails” magazine. 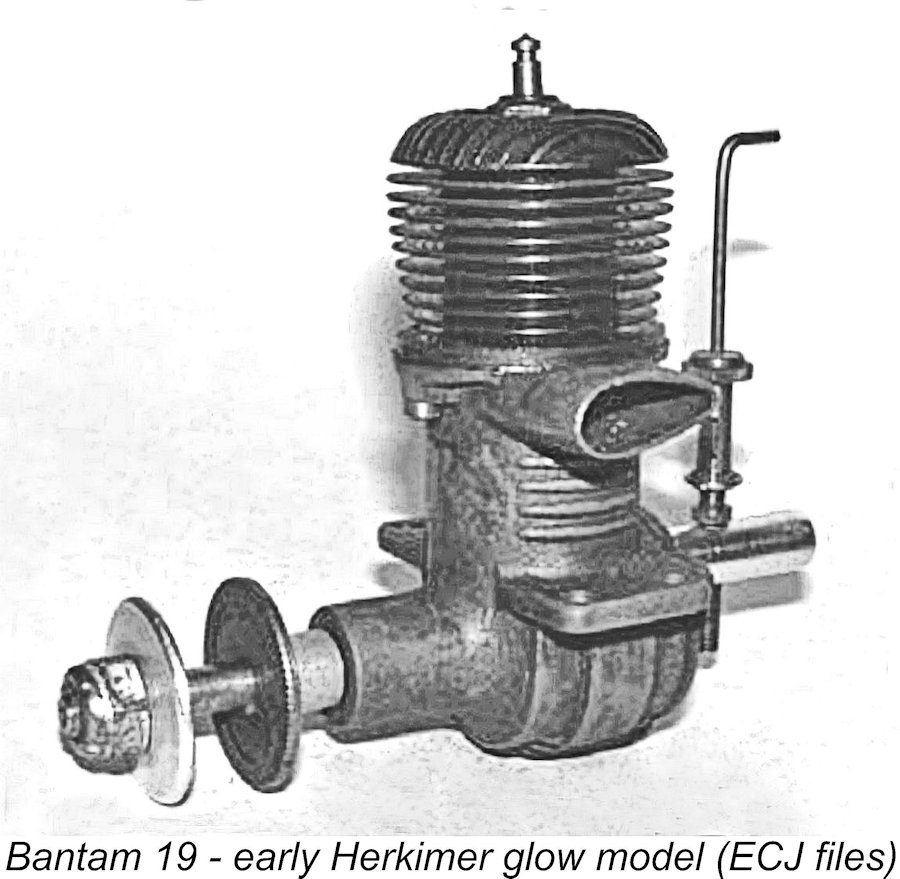 Ben Shereshaw quickly reached an agreement with Ray Arden to produce glow-plugs at his still-functional production facility. Working with his brother-in-law, he formed a company called the Shereshaw and Swanson Corp., with which he went on to produce millions of glow-plugs for OK-Herkimer under the XL brand name.
Ben Shereshaw quickly reached an agreement with Ray Arden to produce glow-plugs at his still-functional production facility. Working with his brother-in-law, he formed a company called the Shereshaw and Swanson Corp., with which he went on to produce millions of glow-plugs for OK-Herkimer under the XL brand name. 
 An interesting accessory offered by OK at this time was a rectangular brass “racing" tank for the Bantam 19. This had actually been developed by Ben Shereshaw back in the Miniature Motors era – the letters MM appeared stamped onto the tank tops.
An interesting accessory offered by OK at this time was a rectangular brass “racing" tank for the Bantam 19. This had actually been developed by Ben Shereshaw back in the Miniature Motors era – the letters MM appeared stamped onto the tank tops. 
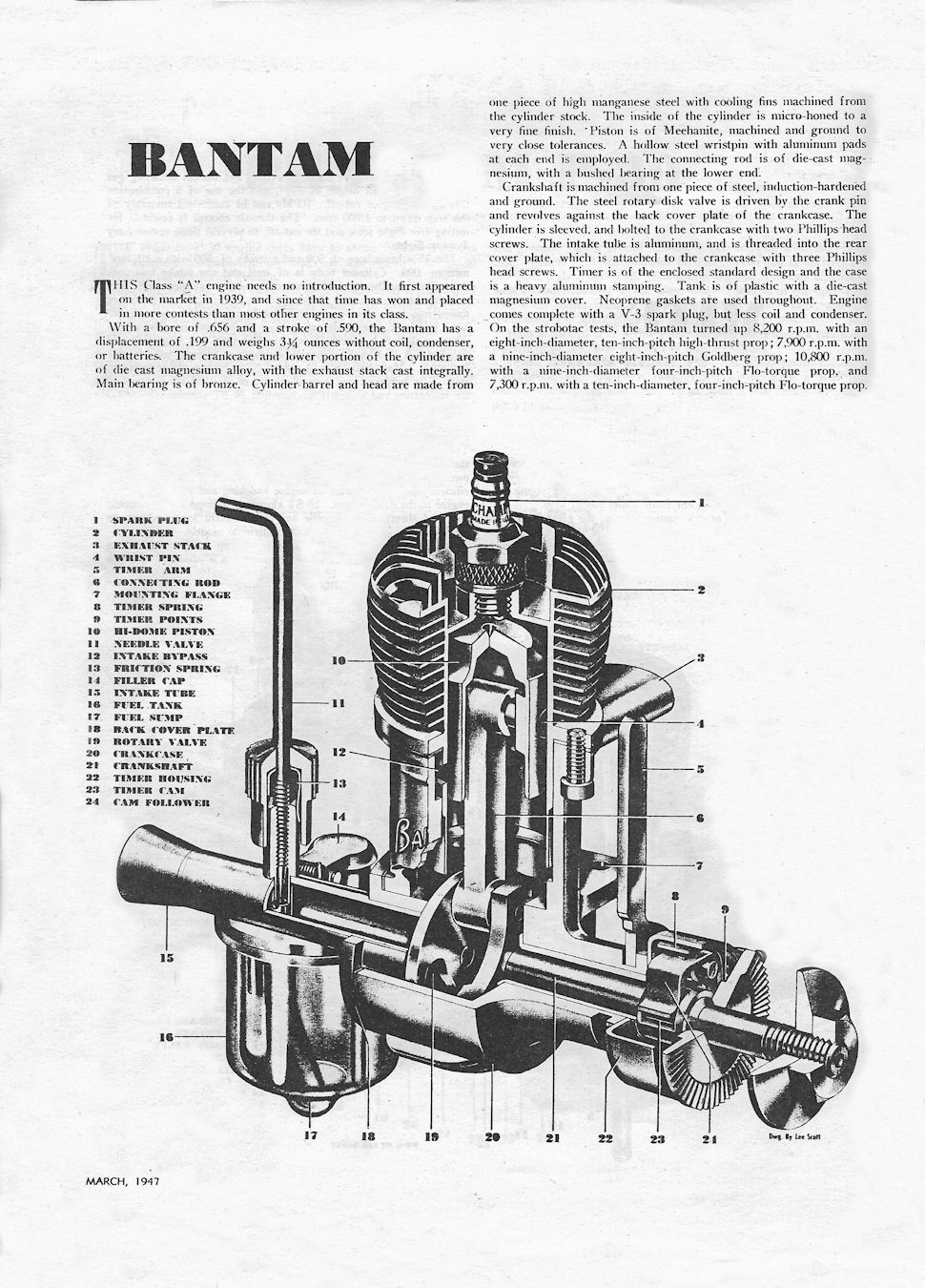 As far as I’m presently aware, the sole published test of the Bantam 19 in the contemporary modelling media was the review of the spark ignition variant which appeared in the March 1947 issue of “Air Trails” and is reproduced here. Although in typical fashion this review was a little short on performance data, it did provide a good description of the engine along with a superb sectioned view of the Bantam by the very talented artist Lee Scott.
As far as I’m presently aware, the sole published test of the Bantam 19 in the contemporary modelling media was the review of the spark ignition variant which appeared in the March 1947 issue of “Air Trails” and is reproduced here. Although in typical fashion this review was a little short on performance data, it did provide a good description of the engine along with a superb sectioned view of the Bantam by the very talented artist Lee Scott. 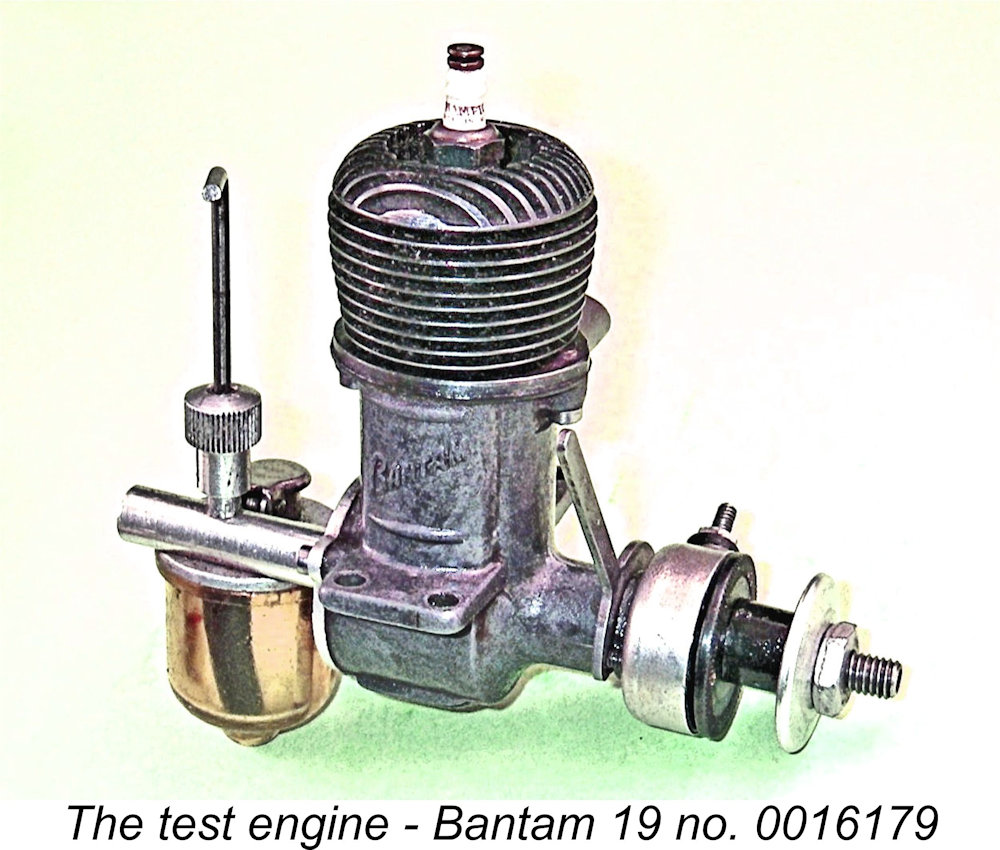



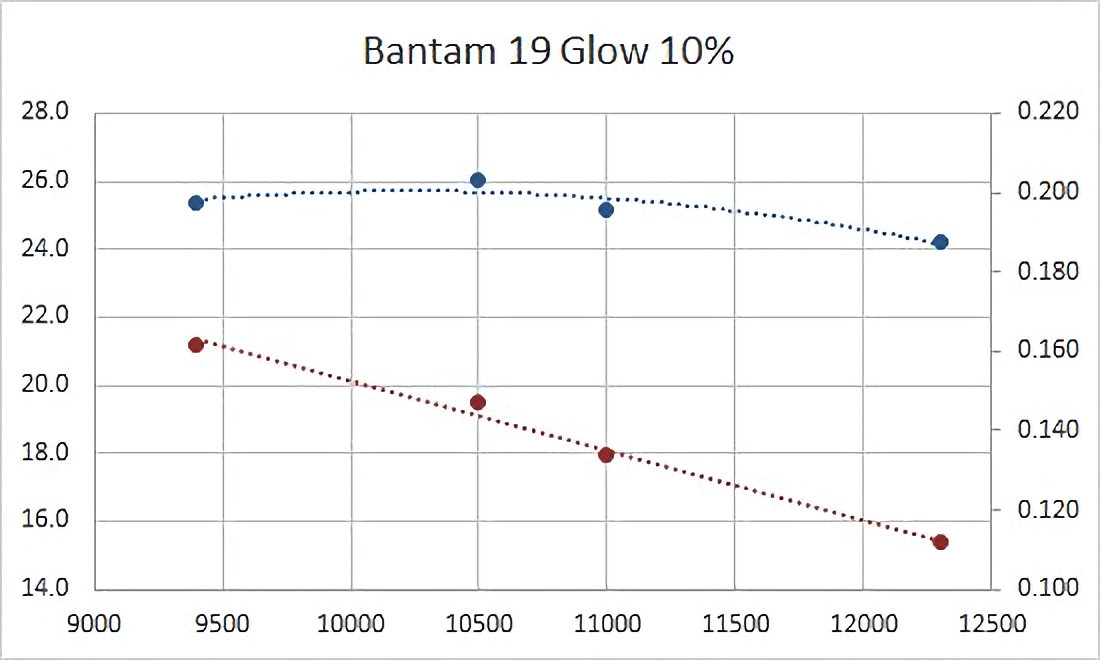 The power coefficients that I used are clearly a little higher than those used by Maris. Nevertheless, the implied peak output on 10% nitro fuel using glow-plug igition is still of the order of 0.198 BHP @ 10,500 RPM - a further improvement on the performance measured by Maris for his sparkie running on straight methanol/castor fuel.
The power coefficients that I used are clearly a little higher than those used by Maris. Nevertheless, the implied peak output on 10% nitro fuel using glow-plug igition is still of the order of 0.198 BHP @ 10,500 RPM - a further improvement on the performance measured by Maris for his sparkie running on straight methanol/castor fuel. 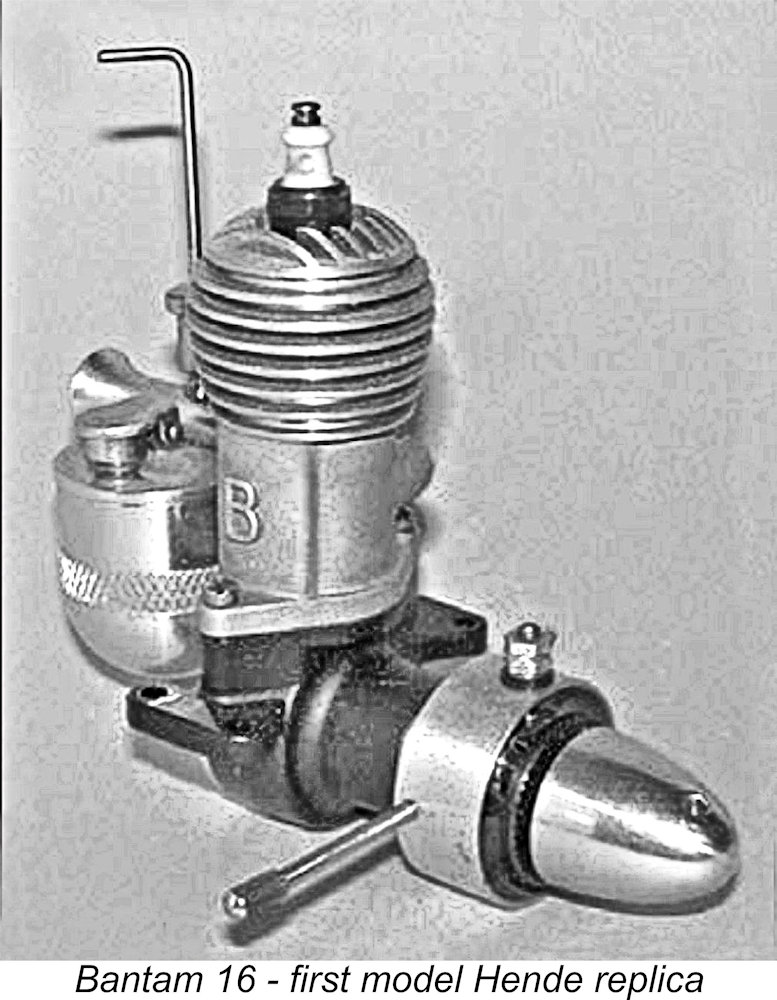 As stated earlier, Ben Shereshaw made only some 300 examples of his original 16 sideport model, only around 11 of which were the second variant. Very few of these original engines appear to survive today. This has made the Bantam 16 an obvious target for replication.
As stated earlier, Ben Shereshaw made only some 300 examples of his original 16 sideport model, only around 11 of which were the second variant. Very few of these original engines appear to survive today. This has made the Bantam 16 an obvious target for replication.  In 1985 the well-known enthusiast Karl Spielmaker of Wyoming, Michigan produced a small series of 40-50 “look-alike” units loosely based upon the second version of the Bantam 16. Karl was quite clear that these very well-made units were never intended to be accurate replicas – rather, they were intended to serve as very useable powerplants for old-timer flying.
In 1985 the well-known enthusiast Karl Spielmaker of Wyoming, Michigan produced a small series of 40-50 “look-alike” units loosely based upon the second version of the Bantam 16. Karl was quite clear that these very well-made units were never intended to be accurate replicas – rather, they were intended to serve as very useable powerplants for old-timer flying. 

| |